Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Читать также: Крепление велосипеда на автомобиль
Образование трещин на поверхностях деталей силового агрегата в моторном отсеке – явление распространенное и требующее к себе особого внимания. Высокие термические и физические нагрузки на участках, примыкающих к камере сгорания, в том числе приводят к повреждению головки блока цилиндра (ГБЦ). И если вовремя не принять меры по выявлению и устранению дефектов, то возникнет и риск более серьезных последствий. Поэтому, как и в системах отопления, базовой операцией диагностики в данном случае станет опрессовка ГБЦ, позволяющая выполнить проверку детали на герметичность.
Opel Astra X17DTL mechanical › Бортжурнал › Опрессовка ГБЦ ТС4ЕЕ1 самостоятельно.
Собрав практически полный комплект запчастей для приведения в порядок ГБЦ — клапана, направляющие, маслосъёмные колпачки, сальники, я был уже готов начинать работы. Но тут возник простой и такой логичный вопрос — а ты проверял ГБЦ на потенциальное наличие трещин? Сейчас ввалишь кучу оригинальных деталей, своего труда, денег за чужой труд, а потом окажется, что голова «дует».Рассматривая оригинальные клапана GM, направляющие и маслосъёмные от Isuzu, мне вдруг стало жалко рисковать всем этим богатством.

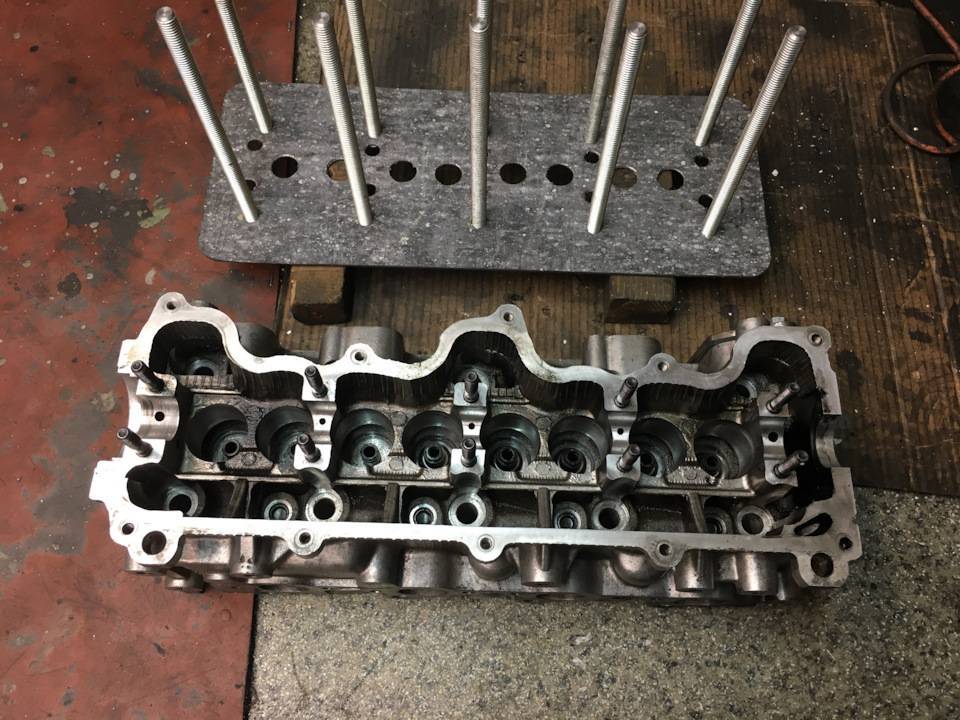
Надо опрессовывать и работать дальше спокойно. Стоимость опрессовки у нас это 1000 рублей. У меня три ГБЦ и проверять надо все, смысл таскать по одной, если что-то пойдёт не так? Да и если буду продавать оставшиеся, то могу с уверенностью сказать, что ГБЦ нормальные, проверенные.Решил я, не знаю толком почему, что проще опрессовать самому. Посмотрел видео, как происходит сам процесс и решил, что попробую. Три штуки это много проще, чем одну. Сделать стенд под конкретную голову, не заморачиваясь с универсальностью.Итак задача перекрыть каналы ОЖ и дать внутрь воздух под давлением. Дальше ванна горячей воды и наблюдение.Стягивать ГБЦ решил между пластиной металла и листом акрила, по-простому оргстекла. Низ сначала хотел сделать из 10-ки, у меня как раз был кусок корабельной переборки, подходящего размера. Но потом я представил, как я буду уродоваться вырезая сам лист и все отверстия. Нести на плазму мне претила сама концепция самостоятельной работы (и бюджета)) Поэтому я вытащил кусок листа 3 мм, из кучи хлама запасного материала. И прекрасно вырезал из него.

На прилегающую к ГБЦ поверхность наклеил паронит, толщиной всего 0,5 мм, для того, чтобы сталью и случайным мусором не повредить поверхность ГБЦ. Окна под бугеля решил не вырезать, просто просверлил отверстия под шпильки. Бугеля проще снять при опрессовке. Сделал дополнительно отверстия под окна клапанов, чтобы воздух/вода свободно проходили и, если будет сифонить трещина, то можно было посмотреть где, с другой стороны.Акрил 20 мм купил по объявлению на Авито. Правда в другом городе, но автобусом передали в тот же день.) Зато прозрачное, чистое оргстекло подходящей толщины.Для стяжки использовал строительные шпильки 12 мм. Выбирал с полным профилем резьбы, как на нормальных болтах, а не тем недоразумением, которое обычно продаётся в магазинах. Шпильки порезал в размер (210 мм) и закрепил на металле. В листе сразу нарезал резьбу в отверстиях под шпильки и через шайбу законтрил гайками .Получилось вот так.


Сделал две заглушки под окна ОЖ в ГБЦ. В одну сразу врезал ниппель от гидроаккумулятора, который выбросили на помойку) Ниппель хорош своей компактностью, наличием уплотнительной резинки. Из минусов только присоединительная резьба — 1/8″ 27 ниток на дюйм. Но я справился) На заглушки сразу приклеил резину 3 мм. Приклеил чтобы не подкладывать/выравнивать каждый раз.


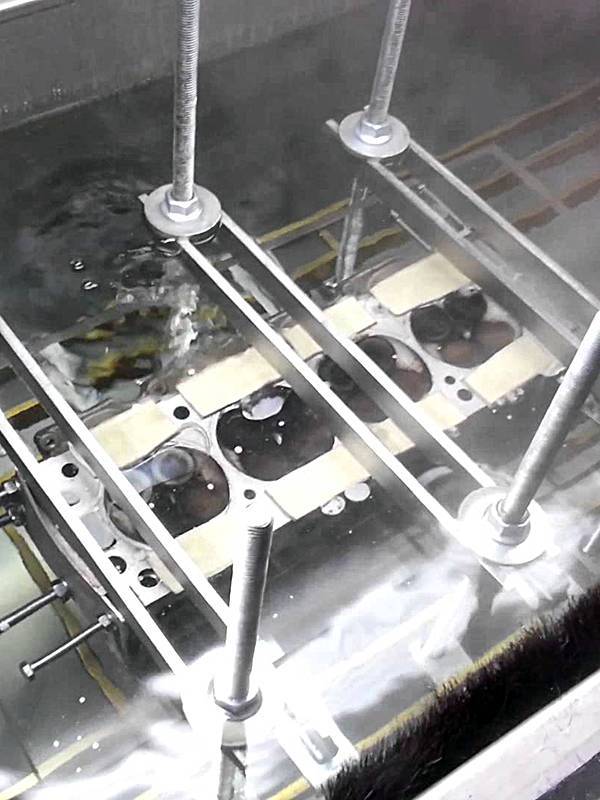
Попутно нашёл подходящее корыто и даже купил кипятильник, подогревать воду. Вырубил прокладки из остатков той же резины 3 мм, для перекрытия каналов.Наступили выходные и можно начинать эксперименты.Беру первую ГБЦ. Снимаю бугеля.
Закрываю все отверстия прокладками и дополнительно подкладываю с одной стороны ещё резинки, чтобы при обтяжке не перекашивало оргстекло.

Широкие шайбы и высокие гайки. Шайбы и гайки можно было использовать обычные, но высокие гайки удобнее крутить, а широкая шайба лучше распределяет нагрузку при обтяжке. На всякий случай. Ещё обрезал два угла на акриле, бо неудобно в корыте крутить ГБЦ.






Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Для чего нужна проверка ГБЦ и БЦ на герметичность
Проверка на герметичность проводится при повышенных нагрузках и рабочих температурах. Основные контрольные параметры – это давление и температурный режим.
Важно!Проведение опрессовки необходимо также, если ремонтные работы предусматривают замену ГБЦ или БЦ на новые.
В процессе эксплуатации автомобиля происходит значительный нагрев двигателя и охлаждающей жидкости. Одновременно растет давление в системе охлаждения, что приводит к повышению уровня ОЖ в расширительном бачке. При нарушении герметичности повреждения отдельных элементов приводят к попаданию в моторное масло антифриза. Объем ремонтных работ в этих случаях определяется характером дефекта и локализацией. Например, заменой прокладки можно устранить дефект там, где соединяются блок цилиндров и головки блока. Замена производится при прогоревшей прокладке ГБЦ. Также нужно отшлифовать привалочные плоскости ГБЦ.

Другой подход к устранению дефекта требуется при появлении трещины внутри мотора. В таких случаях выполняется опрессовка. При ремонте двигателя специалисты советуют проверять как герметичность каналов охлаждения, так и масляных каналов. Такая операция выполняется при частичной или полной разборке силового агрегата.
Статистические данные говорят о том, что дефекты в виде трещин в ГБЦ или БЦ встречаются достаточно часто. Чаще трещины появляются в ГБЦ дизельных двигателях, что объясняется более высоким уровнем нагрузок в моторах такого типа в сравнении с бензиновыми.
Примечание:перед переборкой или капитальным ремонтом двигателя рекомендуется выполнить дефектовку с целью точного определения дефектов. Проверяется также уровень износа элементов газораспределительного механизма, состояние распределительных валов. Эта работа выполняется после демонтажа ГБЦ. Оценивается состояние зеркал цилиндров и элементов КШМ (кривошипно-шатунного механизма).
Однако оценки состояния отдельных элементов разных механизмов часто бывает недостаточно. ГБЦ и БЦ требуют особого внимания. Трещины обычно возникают в зонах самых высоких нагрузок, например, в районе камеры сгорания.
Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
 Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Почему приходится ремонтировать ГБЦ дизеля
Существует множество причин поломок. Среди самых частых:
- постоянный перегрев, обусловленный работой мотора на повышенных оборотах;
- избыточное давление из-за закипания охлаждающей жидкости в каналах охлаждения;
- износ посадочных мест, приводящий к смещению оси клапана (распределительного вала);
- изменение тепловых зазоров ГБЦ в результате образования нагара.
Существуют неисправности, которые без замены ГБЦ устранить нельзя. Причина – невозможность подобраться инструментом к поврежденным участкам. К таким неисправностям относятся микротрещины во впускном и выпускном канале головки дизельного двигателя, трещины в гнездах седел клапанов. В этих случаях не обойтись без замены узлов и запчастей.
Во всех остальных случаях высококвалифицированные специалисты смогут восстановить головку блока цилиндров.
Диагностика дизельного двигателя
Чтобы установить неисправность и составить список деталей для замены, следует провести диагностику. Первоначально проводится визуальное обследование на предмет выявления трещин, сколов и других дефектов. Если визуальный осмотр ничего не выявил, можно выполнить опрессовку – испытание системы на прочность и герметичность. Опрессовка проводится следующим образом:
- При помощи специальных накладок и уплотнителей закрываются каналы для прохода охлаждающей жидкости, через которые тепло от жидкости передается атмосферному воздуху.
- В ГБЦ подается воздух, сжатый до шести атмосфер. Закрытый узел опускается в бак с горячей водой.
Примерно через полчаса головка разогреется. Если в ГБЦ есть микротрещины, то они расширятся, их них начнут выделяться пузырьки воздуха.









Специалисты рекомендуют производить процедуру опрессовки при каждом снятии.
Этапы ремонта ГБЦ дизеля
Работы по восстановлению головки дизельного ДВС выполняются за срок от двух до пяти суток и проходят несколько этапов.
- Головка снимается с блока. Завариваются макро- и микротрещины.
- Производится восстановление отверстий направляющих втулок.
- Производится выравнивание покоробленной привалочной плоскости ГБЦ.
- Восстанавливаются (или заменяются) клапаны, седла, толкатели клапанов.
- Производится замена распределительного вала и сальников.
- Охлаждающие каналы очищаются от накипи, грязи, стружки и прочих сторонних частиц.
- Выполняется шлифовка.
- Осуществляется сборка ГБЦ с соблюдением рекомендаций производителя.
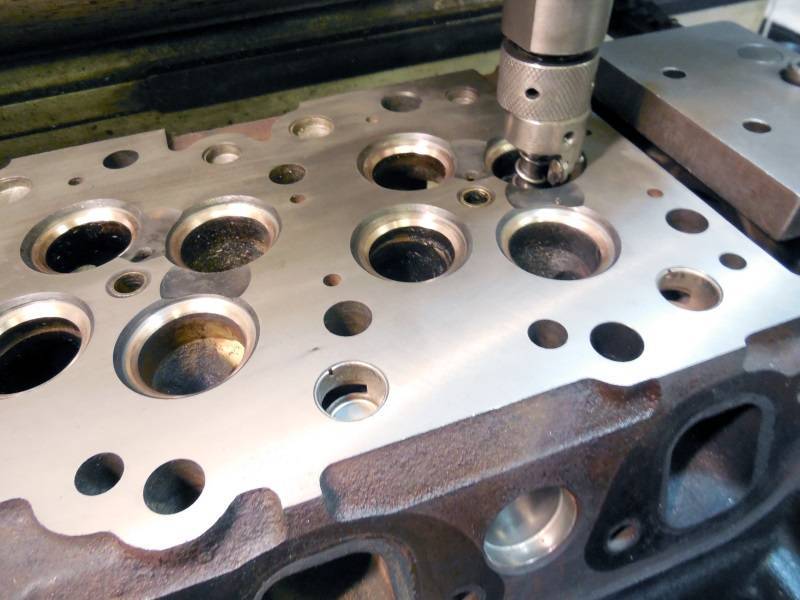
В процессе восстановления особое внимание уделяется устранению дефектов привалочной плоскости. Шлифовка осуществляется на специальном фрезерно-шлифовальном станке. Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность
Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС
Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность. Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС.
Точный перечень работ и их стоимость определяется по результатам диагностики и зависит от марки, года выпуска и состояния двигателя.
Ремонт головок блока цилиндров в СПб по выгодным ценам
Компания «ПетроМоторс» предлагает услуги по ремонту головок цилиндров дизельных ДВС в Санкт-Петербурге. Наша компания занимается капремонтом дизельных двигателей судовых, промышленных, грузовых авто, автобусов, спецтехники.
Благодаря наличию современного оборудования, высокой квалификации наших сотрудников и склада запчастей. Мастера нашего автосервиса быстро и качественно, проведут диагностику и на профессиональном уровне отремонтируют мотор. Ознакомиться с подробным списком работ, ценами на услуги и записаться на диагностику можно по телефону: 8(812)-929-59-98.
Применяемое оборудование

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.

Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Опрессовка своими руками с применением ванной

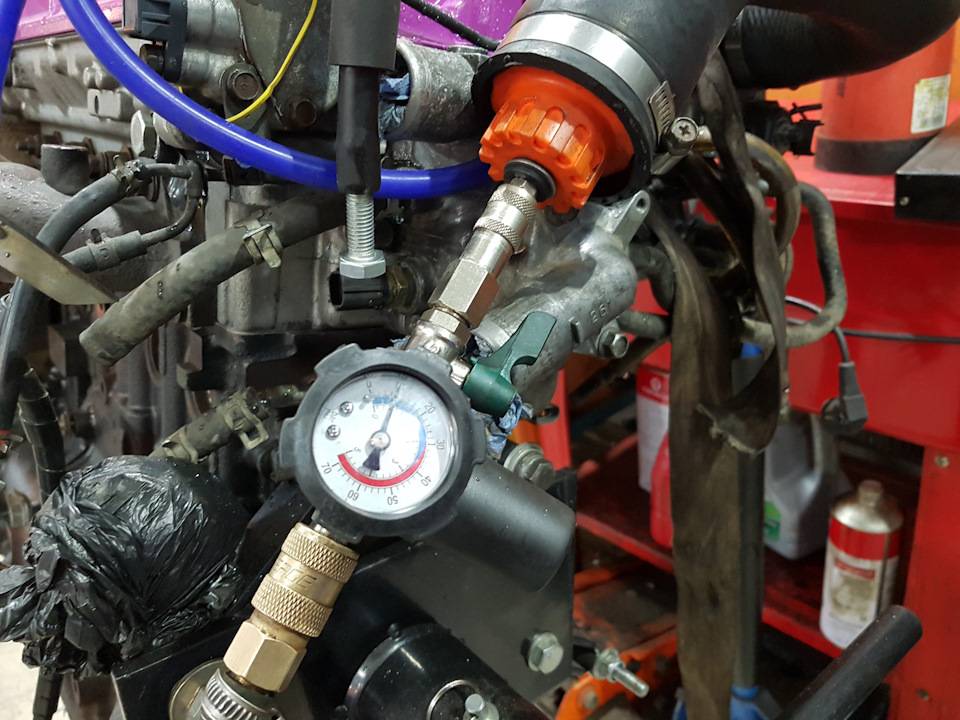
Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.








Опрессовка своими руками без ванны
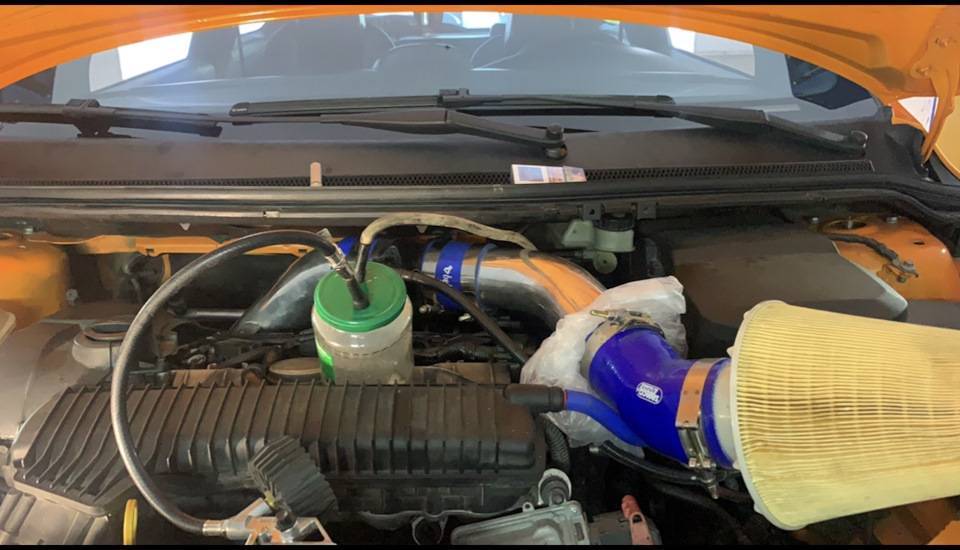
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
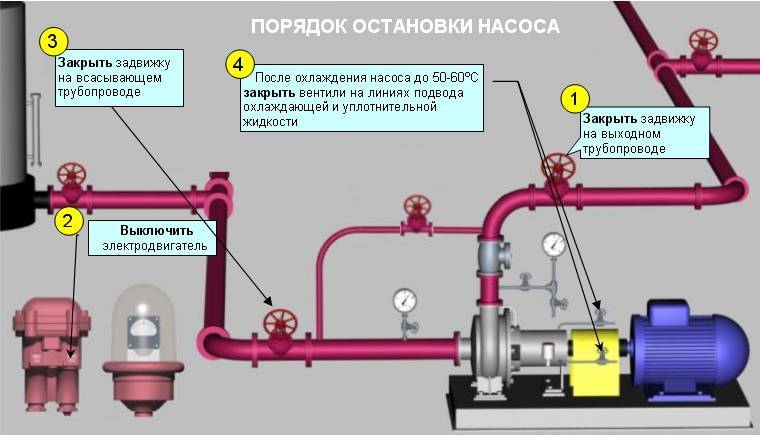
Когда проводят опрессовку тубопроводов
Опрессовке подвергаются перед сдачей в эксплуатацию все новые трубопроводные системы, емкости и т.п. Проверяются также все объекты, прошедшие процедуру ремонта или замены какого-то элемента. Так как самыми ненадежными участками трубопровода принято полагать стыки с установленными фитингами, то проверке подвергаются в обязательном порядке участки, где использовалась стыковка в муфту.
 Опрессовке подлежат все типы трубопроводов, бытовые и промышленные, вновь построенные и уже эксплуатируемые
Опрессовке подлежат все типы трубопроводов, бытовые и промышленные, вновь построенные и уже эксплуатируемые
Также проводится испытание в других случаях:
- если трубопровод простаивал продолжительное время или работает в сезонном режиме (как система отопления в летний период);
- если предусматриваются плановые проверки. Таким образом проводится проверка полимерной канализации, когда контролируют целостность отводящего трубопровода. Испытание давлением пластикового водопровода относится к одной из самых востребованных операций, проводимых после любой прочистки труб, так как при этом весьма вероятны механические повреждения, особенно на стыках;
- после проведения промывки трубопровода, особенно с применением агрессивных химических реагентов, под воздействием которых могли возникнуть повреждения арматуры или стенок труб;
- особенным образом проводится испытание скважин – на проверку попадания в ее ствол верховодки (воды из поверхностных слоев), ведь потребителей беспокоит качество воды, особенно питьевой.
Опрессовка и шлифование ГБЦ
Наша компания выполняет диагностическую опрессовку и шлифование ГБЦ в Туле при ремонте автотранспорта все классов и категорий. Преимуществами обращения к нашим услугам являются:
- наличие современного оборудования;
- наличие собственных площадей для ремонта и тестирования транспорта;
- высокая квалификация мастеров;
- большой практический опыт;
- связи с надежными поставщиками оригинальных запчастей и механизмов;
- гибкая ценовая политика.
Мы ценим клиентов, отдавших предпочтение нашей фирме и делаем все для того, чтобы доказать правильность выбора. Позвоните, чтобы уточнить детали заказа, условия оплаты и время прохождение диагностики. Будем рады доказать свой профессионализм и ответственность!
Опрессовка ГБЦ
Перед тем, как приступить к ремонту двигателя, необходимо проверить головки блока цилиндров и возможно сделать опрессовку, так как эта часть двигателя взаимосвязана с другими механизмами и выявление причины поломки важно на ранних стадиях диагностики автомобиля.. Опрессовку ГБЦ необходимо производить в следующих случаях:
- Ремонт в связи с перегревом двигателя.
- Ремонт двигателя с чугунной ГБЦ.
- Заварка дефектов в ГБЦ из лёгких сплавов для проверки качества проведенных работ.
- При установке б/у ГБЦ.
Преимущества опрессовки на нашем автосервисе:
1.Скорость выполнения услуги до 3 минут.
2.Точность проведения процедуры.
3.Диагностика механизмов сопряжённых с ГБЦ, а также проверка герметичности втулок клапанов.
Основные этапы опрессовки ГБЦ:
- Герметизация. Герметизация детали нужна для точности проведения опрессовки. Для этого устанавливают резиновую прокладку и вставку из оргстекла. Затем устанавливают заглушки на боковые поверхности ГБЦ.
- Подача воздука. Через снабжённую штуцером заглушку на специальной установке внутрь полости ГБЦ подают воздух под давлением 4 6бар.
- Прогрев детали. В термоизолирующей ванне деталь прогревают до расширения, чтобы проверить вскрывшиеся дефекты. При нагреве металлические детали ГБЦ расширяются раскрывая трещины, из которых выходит воздух, так выявляют дефект.
На наших установках, помимо опрессовки можно проверять герметичность контуров охлаждения и смазки, определить характер дефектов, контролировать герметичность поверхностей втулок клапанов.
Именно поэтому, если Вам необходима фрезеровка и опрессовка головок блоков цилиндров и блоков цилиндров, обращайтесь к нам. В самые кратчайшие сроки ремонт будет проведен и Вы сможете снова использовать транспорт в своих целях.
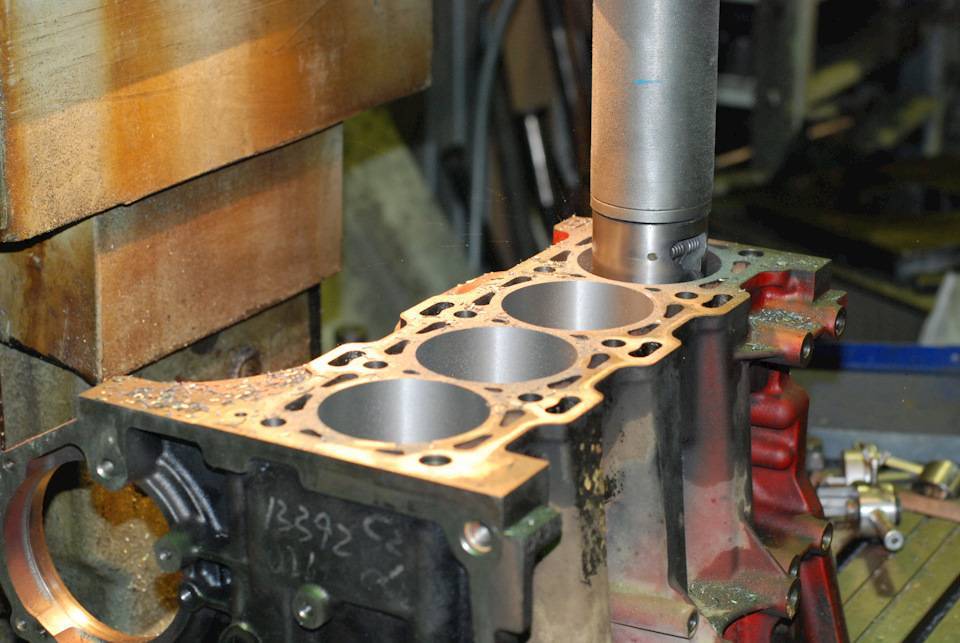
Расточка блока – это процесс проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной геометрической формы при капитальных ремонтах мотора, либо с целью увеличения мощности.
Данная процедура повышает сохранность всех деталей двигателя. Трение поршневых колец о стенки цилиндра снижается, что положительно сказывается на работе автомобиля. При правильной работе блока не возникает усиленный расход масла.
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.










Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить его эффективность.
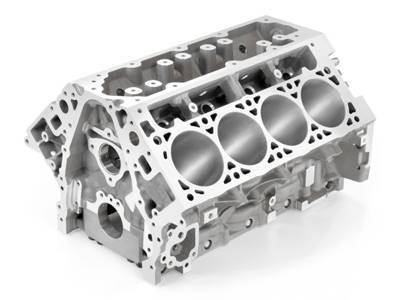
Гильзовка
Гильзовка блока цилиндров — это технически и технологически сложный процесс, представляющий собой ремонт гильзы. Данный ремонт следует проводить либо по мере износа цилиндров, либо по рекомендации производителя (в зависимости от пробега).
Гильзовка блока цилиндров используется в тех случаях, когда глубина дефектов стенок не позволяет произвести расточку. То есть, повреждения настолько велики, что их невозможно подогнать под последний ремонтный размер.
Во время работы гильза берет весь удар на себя, в чем и состоит смысл ее использования. Своевременно проведенная гильзовка блока позволяет существенно увеличить сроки эксплуатации цилиндров в общей сложности.
Технология опрессовки ГБЦ
Проверку на герметичность ГБЦ рекомендуют проводить во время каждой разборки двигателя. Если же ремонт связан с перегревом, обрывом ремня, деформацией головки, нарушением затяжки болтов, то опрессовку выполняют обязательно.
Дефекты ищут на специальном стенде с ванной для определения проблемных точек. Порядок работ:
1. Демонтировать головку, снять все лишнее, очистить от масла, закрыть технологические отверстия резиновыми заглушками. Открытым оставляют только отверстие для подключения шланга компрессора.
2. Закачать воздух под давлением 5-7 атмосфер. Этого достаточно чтобы обнаружить дефекты.
3. Опустить узел в ванну с горячей водой, осмотреть со всех сторон. Нагретый металл расширяется, поры и трещины становятся больше, в точках сквозных повреждений начинают выделяться пузырьки воздуха.
4. Пометить проблемные места.
5. Восстановить герметичность. Если ремонт не возможен, то меняют ГБЦ.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.

Процесс опрессовки ГБЦ и блока цилиндров

Установка для опрессовки головок и блоков цилиндров — профильное оборудование, используемое для проверки головки блока на наличие микротрещин. Устройство востребовано на ремонтных станциях и СТО, задействуется при контрольных испытаниях на производстве.
Трещины в ГБЦ — распространенное явление. Они появляются вследствие износа силового агрегата, чрезмерных эксплуатационных нагрузок, отсутствия должного технического обслуживания. Своевременная опрессовка позволит выявить дефекты на ранних стадиях, и принять меры по их устранению. Проведение процедуры рекомендовано в пяти случаях:
- Приобретается бывшая в использовании головка.
- Бензиновый или дизельный двигатель был перегрет.
- Проводятся мероприятия по ремонту силового агрегата.
- Имеются подозрения на нарушение целостности внутренних каналов ГБЦ.
- Проведение работ по устранению трещин.
Использование двигателя с поврежденной ГБЦ приводит к его преждевременному износу. Микротрещины пропускают газы в охлаждающий контур, что провоцирует образование пробок и перегрев мотора.
Компания «Моторные технологии» производит и реализует испытательные стенды для проверки герметичности ГБЦ. Оборудование различается грузоподъемностью, габаритами рабочего стола, объемом бака.







К достоинствам установок относится:
- Быстрый монтаж. Оборудование размещается на ровной горизонтальной поверхности, подключается к имеющимся инженерным коммуникациям. Для нормальной эксплуатации стенда требуется производственная электросеть напряжением 380 В. Потребляемая мощность зависит от модели, варьируется в диапазоне 13 – 25 кВт.
- Длительный срок службы. При производстве установок используются качественные комплектующие и материалы. Продукция проходит контрольные испытания, отвечает требованиям отраслевых нормативов. Стенды комплектуются всеми необходимыми приспособлениями (прижимами, шпильками, оргстеклом, вакуумной резиной, паспортами качества и сертификатами соответствия).
- Удобство использования. Основные элементы устройства имеют эргономичное расположение. В процессе испытаний не задействуются сложные вспомогательные приспособления.
Проверка детали на герметичность производится посредством сжатого воздуха и водной среды. Рабочая жидкость нагревается электрическими ТЭНами. Набор температуры происходит в течение 120-150 минут. Для снижения временных потерь рекомендуется использовать недельный таймер, которым оснащается каждая установка.
Проведение испытаний
Обследуемая головка закрывается резиновой вставкой и органическим стеклом. Технологические отверстия герметизируются заглушками. Изделие фиксируется на поворотном столе, его внутренние полости заполняются сжатым воздухом.
Готовая к испытаниям деталь погружается в раствор. Жидкость прогрета до 90 градусов, что соответствует рабочей температуре ДВС. В результате воздействия тепла происходит расширение металла и открытие микротрещин. О наличии последних свидетельствует появление пузырьков.
В состав испытательного стенда входят следующие узлы:
- Жесткая рама и подъемный механизм.
- Нагревательные элементы.
- Емкость из стали AISI 304.
- Гидравлический узел.
- Поворотный стол с редуктором.
- Элементы управления.
- Электрошкаф.
- Датчики, фиксирующие давление воздуха и температуру жидкости.
- Система защиты, предотвращающая сухой пуск.
- Комплект инструментов, необходимых для подключения, настройки и эксплуатации оборудования.
Стенд позволяет расположить деталь под любым углом. Для смены пространственного положения используется управляющая рукоять.
При подборе оборудования важно учитывать габариты и массу обследуемых ГБЦ. Наряду с головками установка может испытывать радиаторы и прочие полые узлы
голоса
Рейтинг статьи
Заключение

Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.