Признаки пробитой прокладки ГБЦ
Если прогорела прокладка гбц или ее пробило, тогда в списке основных симптомов подобной неисправности отмечены:
- прорыв газов или потеки в области стыка головки с блоком цилиндров;
- появление эмульсии в системе смазки двигателя;
- двигатель начинает дымить белым дымом;
- попадание масла и/или отработавших газов в систему охлаждения мотора;
В том случае, если выхлопные газы прорываются в месте, где головка блока стыкуется с блоком цилиндров, тогда это явный признак пробитой прокладки ГБЦ. Данное явление также сопровождается значительным повышением шума во время работы двигателя. Заметный выход отработавших газов наружу через пробитую прокладку встречается не часто, при этом диагностируется достаточно легко. В случае разрыва внешней оболочки прокладки на внешних поверхностях мотора в месте соединения головки и блока также могут проявиться потеки ОЖ или моторного масла. Среди признаков, которые требуют более тщательного осмотра, выделяют:
Сложнее диагностировать пробой или прострел прокладки головки блока цилиндров в том случае, если дефект локализуется между цилиндрами. Если прогорела прокладка гбц, симптомы в этом случае снаружи могут не проявляться, а сама проблема сопровождается только косвенными признаками: повышается расход горючего, двигатель работает неустойчиво и троит, отмечается падение мощности.
Стоит добавить, что в случае прогара прокладки головки блока между камерами сгорания может происходить смешивание отработавших газов и топливно-воздушной смеси в смежных цилиндрах. Чаще неисправность проявляется в виде неустойчивой работы холодного мотора, которая нормализуется после прогрева. Указанные сбои в работе ДВС могут быть вызваны различными неполадками. Что касается проверки прокладки, то для точной диагностики необходимо произвести замеры компрессии двигателя. Если отмечается схожее по показателям падение компрессии в соседних цилиндрах, тогда вполне вероятен дефект прокладки ГБЦ.
Заделываем трещины в головке и блоке двигателя электросваркой
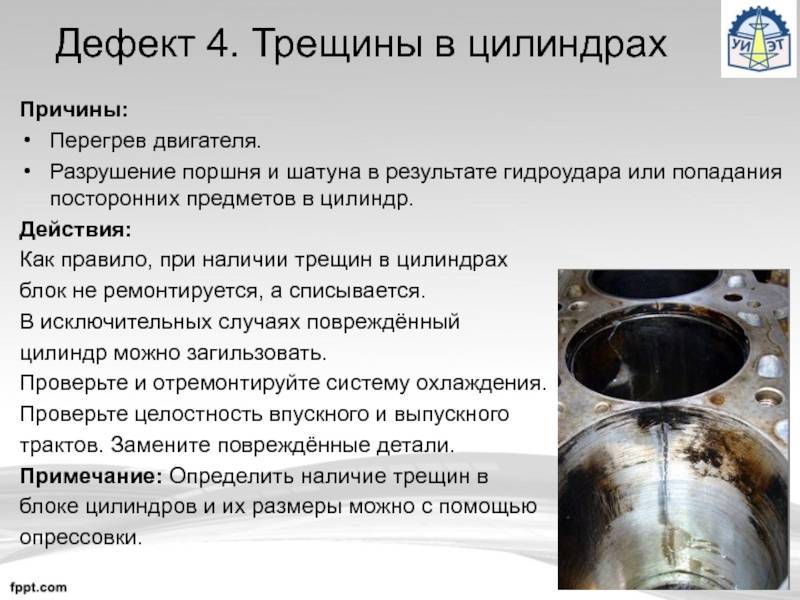
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.







Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.

Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки

Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани

Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.










Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
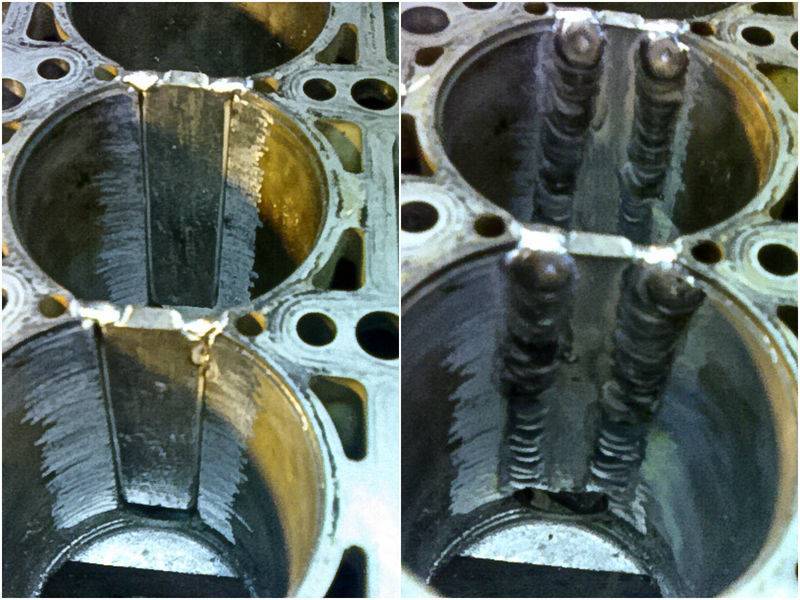
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Рассмотрим поэтапно проведения ремонта по технологии Seal-Lock.
- Визуальный осмотр на наличие трещин, применение ультразвуковых или магнитопорошковых методов обнаружения скрытых трещин.
- Определение границы трещины и засверливание по краям для исключения дальнейшего развития.
- Высверливание боковых отверстий для установки скрепок перпендикулярно трещине. Скрепки, изготовленные из высокопрочной стали и термически обработанные, останавливают дальнейшее расширение трещины при установке винтов (этот процесс описывается ниже). Производится предварительная проковка скрепок специальным пневмомолотом Seal-Lock.
- Следующий этап – это установка специальных конических винтов вдоль всей трещины между установленными уже скрепками. Для каждого винта сверлится отверстие, нарезается резьба специальным коническим метчиком. Каждое отверстие смазывается герметикам Seal-Lock для предотвращения образования пустот в зоне заделки. Термостойкость герметика – 1700 ?С.
- Установка винта в резьбовое отверстие (селанс – для чугунных деталей, алюмаланс – для деталей из алюминия) с усилием, необходимым для плотного натяга в витках резьбы. Оставшаяся на поверхности часть срезается и рядом, вдоль трещины, высверливается отверстие так, чтобы засверлилась часть материала срезанного винта. И так далее до заполнения всей трещины.
- Проковка пневмомолотком металла скрепок, винтов и самой ремонтируемой детали. Таким образом создается непрерывный ряд из материала заглушек, соединенных между собой и деталью на молекулярном уровне. Он представляет собой бесшовное соединение.
- Шлифовка места ремонта. Если требуется, производится опрессовка под давлением.
По этой технологии устраняются пробоины в блоке двигателя. Место пробоя обрабатывается, чтобы оно приняло форму для упрощения изготовления заплатки. Изготовленная заплатка при установке плотно прилегает к посадочному месту. По полученному стыку двух деталей устанавливаются с перекрытием конические болты.
Резюмируя вышеописанную технологию Seal-Lock, упростить и сделать надежным ремонт позволило применение особого материала скрепок и винтов. Эти детали изготовлены из прочного и одновременно пластичного сплава, способного при небольших нагрузках и без нагрева связать между собой металлы на молекулярном уровне.
Это интересно: Установка мотора своими руками
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
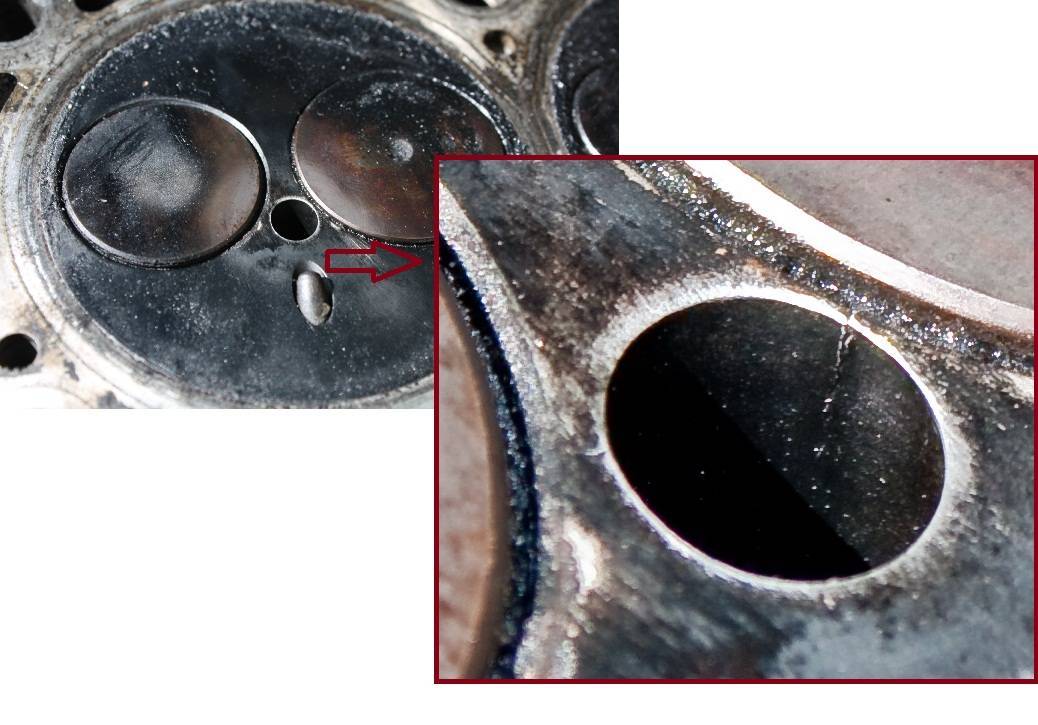
Стрелкой отмечен дефект поверхности
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя. При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
Дефект на ГБЦ
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр. Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Загрузка …
6.1 Меры безопасности при ремонте гильз ДВС
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда
При работе на станках рабочие подвергаются различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности при восстановлении гильз двигателей, то необходимо разработать ряд мероприятий по предотвращению их вредного воздействия.








Четыре надежных способа ремонта трещины ГБЦ
Электрическая или газовая сварка.
- Для начала по краям трещины сверлятся отверстия, далее саму трещину незначительно углубляют и расширяют. Делается это для улучшенного сцепления сварного шва с металлом головки блока.
- Также предварительно нужно саму головку блока прогреть до температуры (600 – 700С).
- Далее, используя медно-чугунный присадочный материал и флюс, наносится аккуратный шов на место дефекта. Отметим, что сварочный шов должен подниматься над поверхностью головки где-то на 1 – 1,5 миллиметра.
- После завершения сварочных работ головка блока должна медленно остыть в термическом шкафу. В некоторых случаях сварку проводят без предварительного подогрева, но тогда лучше пользоваться электросваркой на постоянном токе.
Еще один вариант – установка заплатки на место трещины. Для проведения такого ремонта лучше использовать электросварку медными электродами обернутыми жестью. После выполнения таких работ сварочный шов нужно обязательно зачистить и покрыть эпоксидной пастой.
Использование эпоксидной смолы.
- Трещина и поверхность, находящаяся в непосредственной близости от нее, тщательно зачищается, желательно до блеска.
- Далее, опять-таки, сверлятся отверстия по краям трещины (диаметр 3 – 5мм.). В них нарезается резьба и закручиваются алюминиевые или медные заглушки (заподлицо).
- После этого саму трещину нужно обработать на глубину ¾ от толщины стенки и под углом 70 – 90 градусов.
- На поверхность трещины обязательно наносятся насечки, делается это для придания ей определенной шероховатости.
- После этого остается качественно обезжирить всю поверхность и нанести слой эпоксидной пасты. Саму пасту (смолу) нужно наносить шпателем где-то в три слоя.
Толщина каждого наносимого слоя – 2 мм. Затвердевание наносимых слоев происходит в течение суток. Если поверхность головки подвергать интенсивной сушке или подогреву, то смола застынет уже через три – четыре часа. В завершении нанесенный слой эпоксидной смолы нужно отшлифовать болгаркой или обычным напильником.
Эпоксидная смола (паста) и стеклоткань.
- Подготовительные работы данного способа аналогичны предыдущему пункту.
- Да и принцип нанесения пасты также похож, но в данном случае после нанесения каждого слоя смолы устанавливается заплатка из стеклоткани, которая обязательно прокатывается роликом.
- Стоит учитывать, что от края заплатки до крайней точки трещины должно быть не менее 20
миллиметров.Всего можно накладывать от двух до восьми таких слоев. Завершающий слой обязательно покрывается смолой и подвергается зачистке болгаркой или стандартным плоским напильником.
Использование штифтов.
- На краях трещины сверлятся отверстия диаметром 4 – 5 миллиметров.
- Далее на протяжении всей трещины сверлятся еще отверстия, шаг между ними должен быть в пределах 7 – 8 миллиметров.
- Во всех отверстиях нарезается резьба.
- Далее в подготовленные отверстия вкручиваются медные стержни, верхушки которых обязательно подрезаются, но не полностью, а так, чтобы сверху остались кончики на высоте 1,5 – 2 мм.
- Следующий шаг – на протяжении трещины сверлятся новые отверстия так, чтобы они обязательно перекрывали уже имеющиеся отверстия.
В итоге у вас должен получиться сплошная полоса из прутков. Последний шаг – расчеканить молотком медные верхушки стержней, таким образом вы образуете сплошной медный шов. Для пущей надежности готовый шов покрывают эпоксидной смолой.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
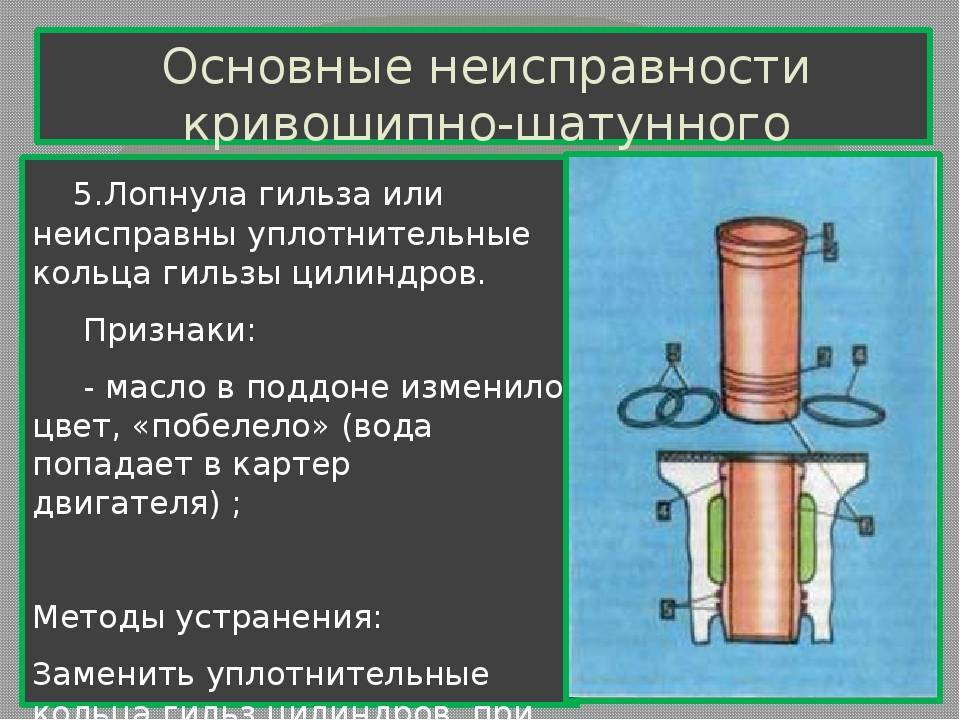
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
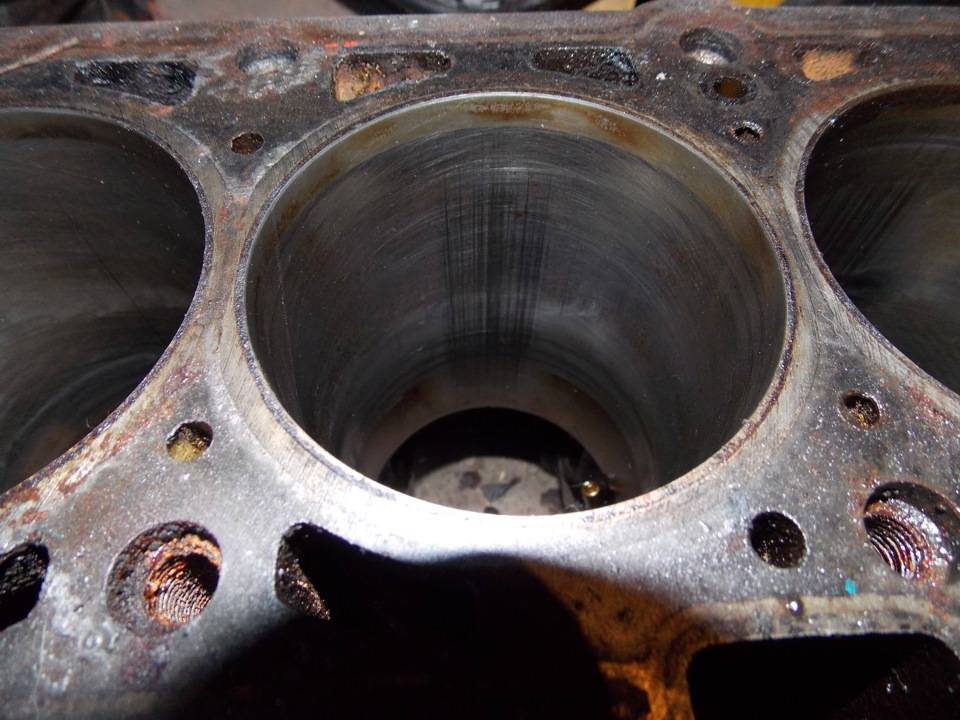
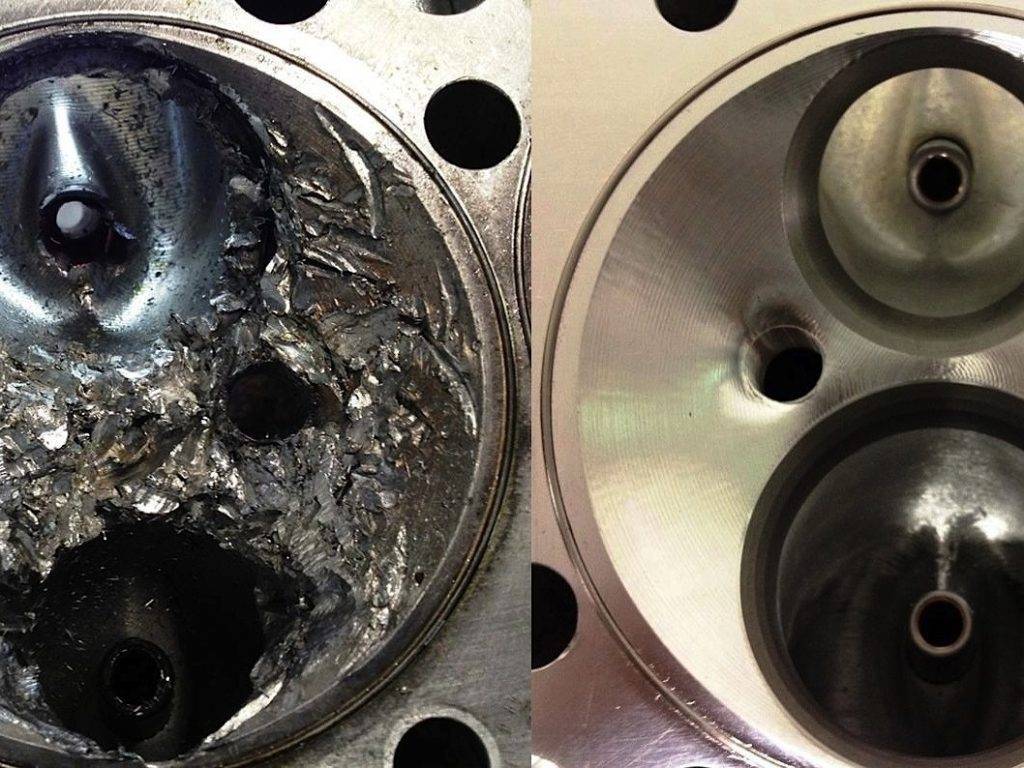
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.










Чем можно заклеить блок двигателя?
Советы для автолюбителя
Как заделать дыру в блоке цилиндров, заделка трещин в двигателе, ремонт бензобака.
Способ, как заделать трещины в головке блока двигателя внутреннего сгорания у автомобиля или мотоцикла
Разогревают шпаклевку и смешивают с цементов 1:1. Перед заделкой по всей длине трещины делают углубление шириной 6-8 мм, глубиной 1,5-2 мм. Этот желоб и прилегающую к нему поверхность шириной 15-20 мм тщательно промывают ацетоном или бензином, заполняют шпаклевкой или клеем так, чтобы образовался валик шириной 30-40 мм, высотой 2-3 мм. Чтобы клей заполнил трещину, деталь, подлежащую ремонту, нагревают до 50-60 °С.
Как заделать дыру в блоке цилиндров?
В свое время у меня на “Москвиче” разморозился блок цилиндров, выдавило почти прямогульный кусок размером 5 на 12 см. Я взял две металические пластины: одна чуть уже, но длиннее дыры в блоке, вторая – полностью перекрывающая пролом с запасом 1,5 см. на каждую сторону (можно и больше). Просверлил совмещенные отверстия под болты М6 (кажется 4 или 6 отверстий), в более узкой пластине нарезал резьбу под М6, потом узкую завел в через разлом в блок, чтобы она удерживалась там за боковые края, а широкую поместил снаружи. Между широкой пластиной и блоком положил такой же кусок маслобензостойкой резины (толщина примерно 6 мм), все это стянул болтами. При этом даже двигатель не пришлось снимать. Ездил я с таким “бутербродом” почти год, так и продал потом эту машину. Попробуйте, может поможет. Геннадий. (artus@lep.lg.ua)
Заварить блок цилиндров можно арго-дуговой сваркой только есть ли смысл в этом так как дешевле наверное всё таки купить новый блок т.к. потом придется растачивать и шлифовать старый а все эти работы производятся только на крупных предприятиях. Gorbatenkov Dmitry.
Наверно все зависит от размера повреждения. В свое время, в 80 году, случайно “разморозил ” блок цилиндров на УАЗе. Трещина получилась сантиметров 10. Мне удалось ее заклеить при помощи стеловолокна и эпоксидной смолы. Потом машина проходила еще года два, проблем не было ни каких. Андрей.
Ремонт бензобака
У старых автомобилей иногда внезапно обнаруживается течь бензина из бака через, буквально микроскопические отверстия в стенке, образовавшиеся в результате коррозии. Если это произошло в дороге, то предварительно слив бензин, слегка расширьте отверстия острым металлическим предметом, типа шила, и туго заверните в него смазанный маслом самонарезающий винт, которых много в обивке автомобиля. Еще лучше, если под головку винта положить прокладку из мягкой пластмассы, кожи или бензостойкой резины.
С неисправным бензонасосом можно продолжать движение, даже если насос не удается отремонтировать на месте. Для этого следует герметично закрыть наливную горловину бензобака, снять с бензонасоса шланг, идущий к баку, подкачать через него воздух шинным насосом и быстро поставить шланг на место. Бензин будет поступать в карбюратор под давлением воздуха. Одной подкачки хватает на 5. 20 км.
Во избежание вздутия бака, а также переполнения карбюратора, давление воздуха должно быть небольшим. Если бак полон, то достаточно 3. 6 качков насоса, а при почти пустом баке требуется 15-25 качков.
При эксплуатации авто-мото техники иногда возникает необходимость быстро приготовить герметик. О том как это сделать читайте в сборники «Рецепты приготовления герметиков».
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.








Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)