Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Этап
Цель
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.

Работа инструментом
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Канал
Диаметр канала
Впускной канал ГБЦ
Выпускной канал ГБЦ
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.

Обработка поверхностей
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы
В него потребуется установить выточенную в соответствии с размерами втулку;
Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом
Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.










Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
на образующуюся на поверхности металла сетку
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
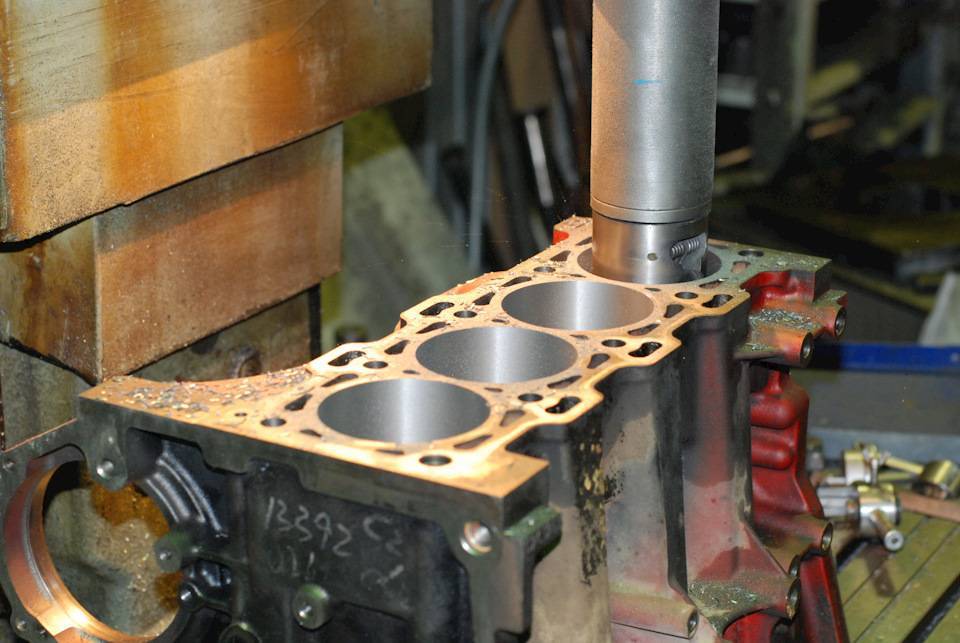
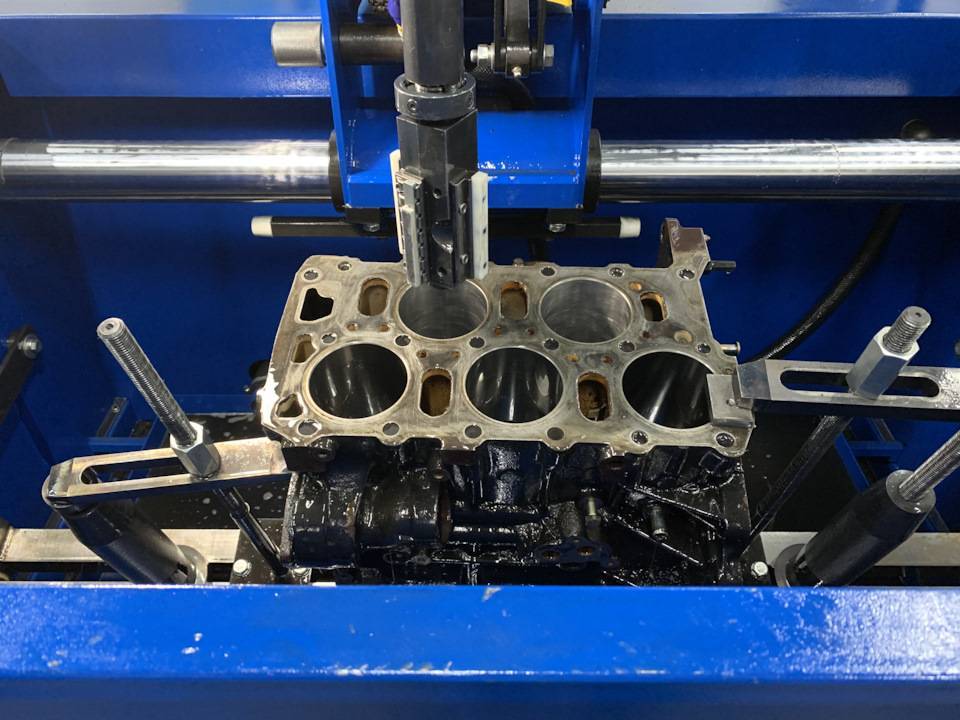
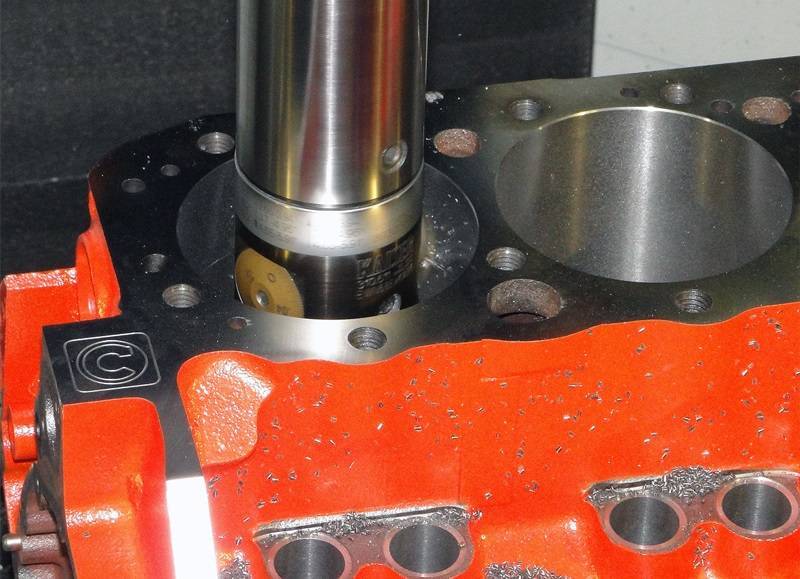
Теория хонингования блока цилиндров
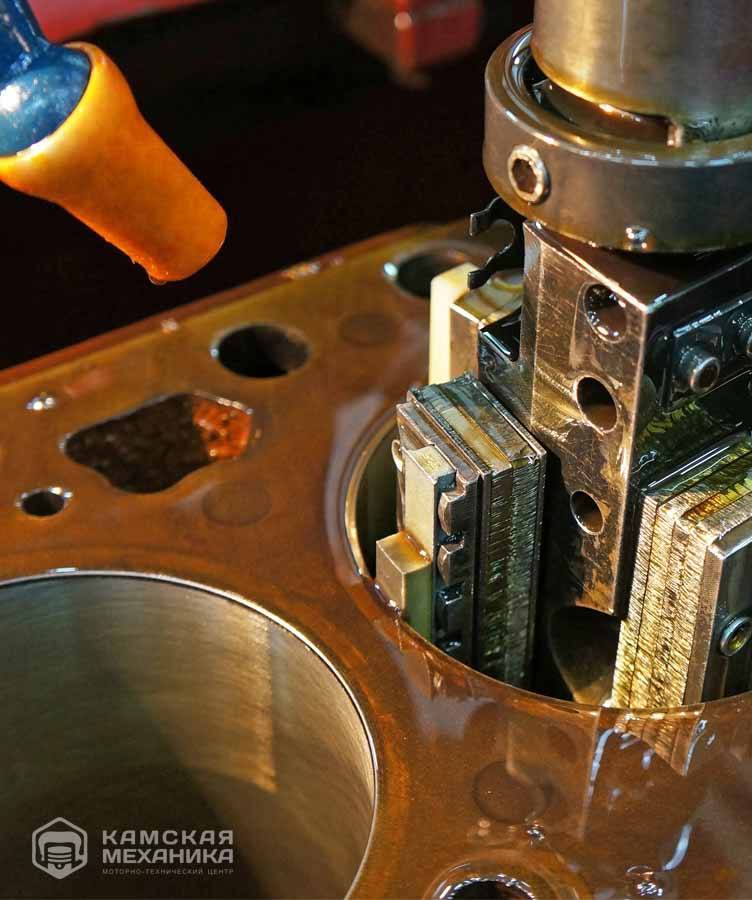
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
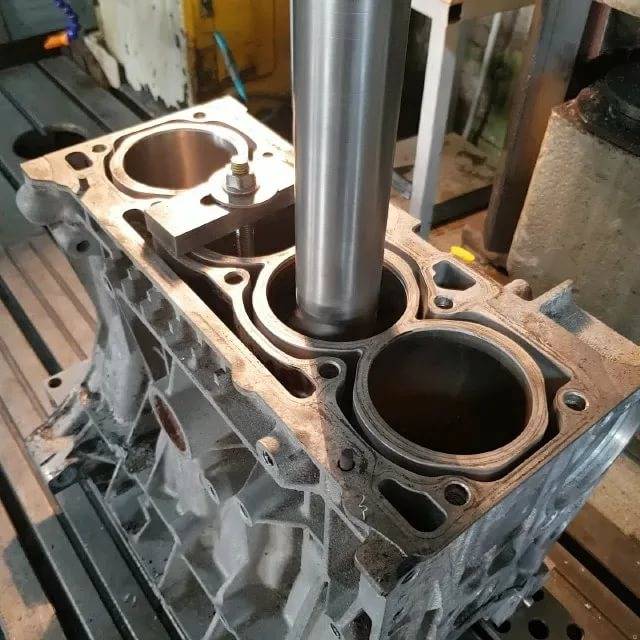
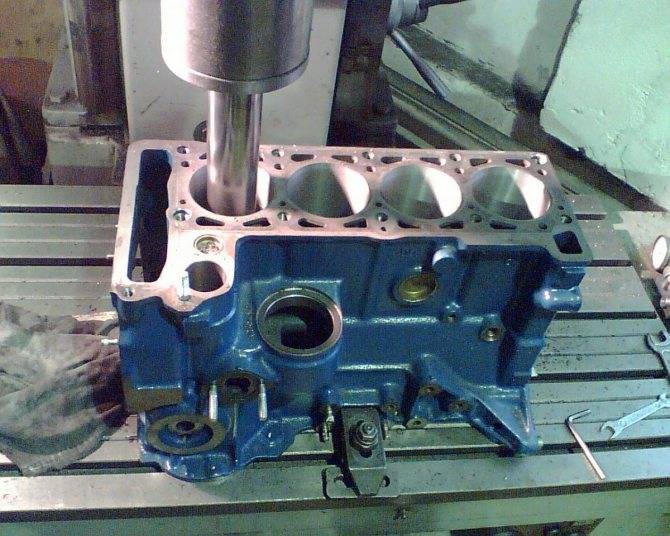
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
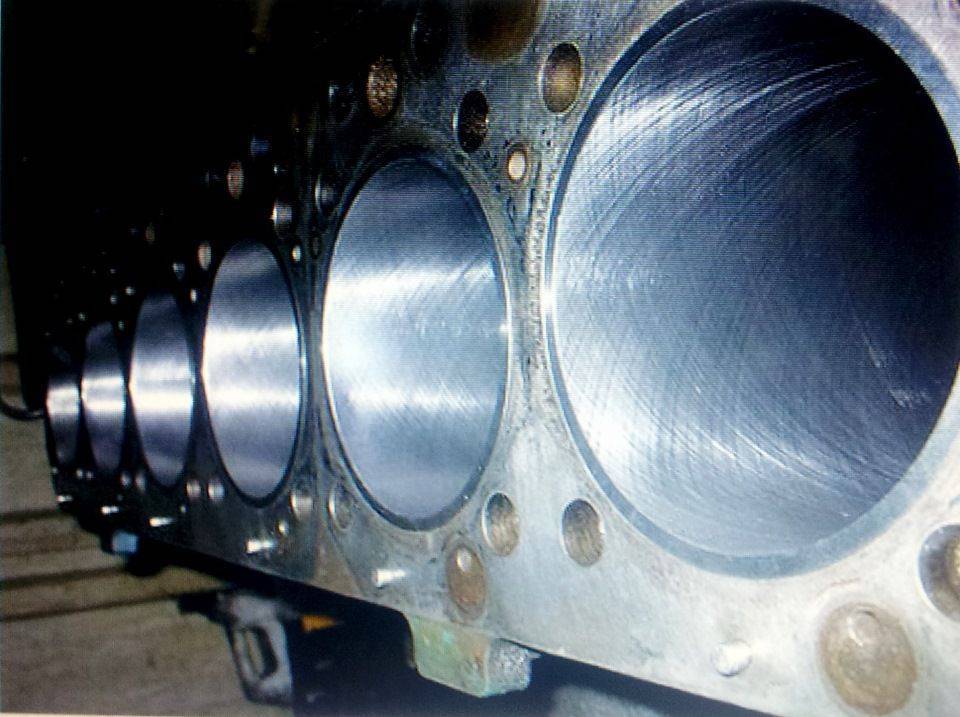
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Требования к материалу
С целью повышения срока службы штукатурного покрытия и увеличения его эксплуатационных показателей необходимо обеспечить соблюдение следующих основных правил:
- при изготовлении состава своими руками все составляющие компоненты следует изначально очистить от посторонних примесей в виде камней, мусора, ракушек. Желательно применять процеживание материала и готового раствора через сито. При этом для определённых операций следует использовать сито разной густоты;
- введение в раствор дополнительных компонентов должно быть обоснованным, иначе это приведёт к неоправданному увеличению стоимости штукатурки.
Алюминиевый или чугунный блок цилиндров
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.







ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.

Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла
Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата. Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов
Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов
Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.







Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.На заметку! В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.










Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Да, существует соблазн залезть во «внутренности» подкапотного пространства самому, либо обратиться к кустарному мастеру, только вот шансы навредить своему железному любимцу от таких действий резко возрастают. Полный комплекс расточки занимает от одних до пяти суток, поэтому записывайтесь к выбранному специалисту заранее по телефону и договаривайтесь о встрече.
Доработка ГБЦ
Вне зависимости от водительского стажа всем автолюбителям хочется увеличить мощность своего авто, и они ищут самые разные способы для достижения этого. В сущности, вариантов есть несколько, и одним из них является доработка ГБЦ. В результате проведения данного мероприятия можно увеличить мощность двигателя до 15%.
Как известно, крутящий момент, а, следовательно, и мощность двигателя, напрямую зависят от такого параметра, как степень наполнения топливной смесью камер сгорания цилиндров — чем выше наполнение, тем больше мощность двигателя и величина крутящего момента.
Для этого можно установить распределительный вал, в котором будут расширены фазы выпуска и впуска, а также увеличена степень поднятия клапанов. Но, как показывает практика, зачастую этого оказывается недостаточно. Если тщательно подойти к такому способу доработки ГБЦ, то можно обнаружить множество недочетов, которые на первый взгляд и кажутся мелкими, но, тем не менее, именно они препятствуют тому, чтобы в полной мере реализовать весь потенциал двигателя. Это обуславливается тем, что при массовом изготовлении двигателей и ГБЦ используются стандартные технологии. Но это все может исправить доработка.
Доработка ГБЦ является очень удачным способом повышения мощности двигателя. Прежде всего, это относится к доработке выпускных и впускных клапанов ГБЦ, что требуется для улучшения наполнения камеры сгорания за счет уменьшения потерь в каналах головки
Следует обязательно принимать во внимание то обстоятельство, что скорость движения газов в каналах ГБЦ почти звуковая — отсюда и шумы в процессе выпуска и впуска. Любые, даже очень незначительные, шероховатости и неровности ведут к снижению скорости потока, ухудшению наполнения цилиндров и падению скорости и мощности автомобиля
В процессе проведения доработки ГБЦ необходимо провести следующие работы:
- доработка каналов (увеличение диаметра, изменение геометрии, расчет оптимальных радиусов закруглений).
- доработка клапанных седел (необходимо убрать острые кромки, которые в самом начале открытия создают сильное сопротивление).
- необходимо как можно тщательнее совместить каналы в ГБЦ и впускным коллектором — даже малейшие местные несостыковки приводят к сильному замедлению скорости потока.
- шлифовка каналов до достижения частоты 4-5 класса, что считается почти зеркальной.
Работа эта очень кропотливая и тонкая, и самостоятельно выполнять ее можно только в том случае, если имеется большой опыт работы в доработке и ремонте двигателей.
После того, как все мероприятия по доработке головки блоков цилиндров будут выполнены, можно полностью раскрыть потенциал двигателя Вашего автомобиля. Конечно, объем работы предстоит немаленький, придется поработать и потратиться, но конечный результат стоит того — авто порадует Вас мощностью и скоростью.
Все статьи >>
Как увеличить мощность двигателя
Есть различные способы доработки двигателя ВАЗ 2114 8 клапанов в домашних условиях. Их можно применять как отдельно, так и в комплексе, в зависимости от желаемого результата.
Повышение объема камер двигателя
Существует прямая пропорциональная зависимость между объемом двигателя и его мощностью. Самый популярный вариант для ВАЗ-2114 – увеличение объема с 1,5 до 1, 6 л. (или с 1,6 л. до 1,8 л. в зависимости от конкретной модели двигателя). Чтобы повысить объем, нужно:
- установить облегченный коленвал;
- заменить поршни на кованые и сменить поршневые кольца на облегченные;
- сменить шатуны, которые соединяют поршни с коленчатым валом;
- увеличить диаметр цилиндров и отшлифовать поверхность (это делается для увеличения количества оборотов коленвала).
В результате этого мощность двигателя увеличивается примерно в полтора раза. Но при этом увеличивается и расход топлива.
Установка нового воздушного фильтра
Для повышения мощности двигателя применяется впускной фильтр со сниженным аэродинамическим сопротивлением. В результате воздух попадает в смеситель с меньшими усилиями. Это способно прибавить дополнительно 5-8 лошадиных сил двигателю. При этом расход топлива снижается.
Чтобы провести тюнинг впускной системы, нужно:
- отшлифовать внутренние впускные каналы (делается в автосервисах);
- установить ресиверы;
- поставить дроссельную заслонку с увеличенным диаметром.
Выпускная система также модернизируется, путем установки прямоточного глушителя.
Установка турбонаддува
Это один из самых эффективных, но при этом затратных методов выполнить тюнинг двигателя 2114. Увеличение мощности двигателя зависит от применяемого типа турбины:
- турбокомпрессор низкого давления – дает повышение мощности двигателя на 15%. Это наименее трудоемкий вариант установки турбины;
- турбины высокого давления – увеличивают мощность движка на 25-30%.
Тюнинг газораспределительного механизма
Этот способ не ведет к ранней выработке ресурса двигателя и позволяет уменьшить расход топлива. Для повышения мощности движка следует добиться уменьшения сопротивления ГРМ и оптимизировать его фазы. Необходимо:









- расточить седла клапанов;
- заменить впускные и выпускные клапаны на облегченные;
- можно сменить направляющие втулки на более легкие;
- установить разрезную шестерню и должным образом её настроить.
Самый важный элемент в тюнинге ГРМ – разрезная шестерня. Именно она оптимизирует фазы газораспределения.
Для нижних и средних оборотов — нужно уменьшить угол газодинамического наддува и увеличить угол открытия выпускного клапана. Чтобы настроить шестерню, нужно поворачивать распределительный вал по ходу вращения коленвала.
Для высоких оборотов – следует поворачивать распределительный вал в противоположную сторону относительно хода коленвала. Таким образом, увеличивается угол газодинамического наддува.
Расточка блока цилиндров. Зачем нужно двигателю и можно ли сделать своими руками + подробное видео

Ко мне на блог часто приходят вопросы касательно силового агрегата, а именно его расточки. Новичкам не совсем понятно — зачем вообще происходит этот процесс, что он дает и сколько раз можно делать. Лично я, когда то сам лично перебирал мотор, нам приходилось точить блок и после этого «гильзовать», все это было на моем МОСКВИЧЕ 2140. В современных же реалиях при совершенно другом уровне смазывающих и охлаждающих жидкостей, такие ремонты ОЧЕНЬ редки, сейчас это делается больше для тюнинга, однако все по порядку …
Для начала небольшое определение
Расточка блока – это процесс физической проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной (почти идеальной) геометрической формы.
Делается при капитальных ремонтах мотора, либо для тюнинга в основном для увеличения мощности.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый.
Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым.
Это первые звоночки.
Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.