Делаем гильзовку блока цилиндров своими руками
Гильза цилиндра является составной частью блока. Это – снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
- мокрые – расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту.
- сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.
К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора – нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем.
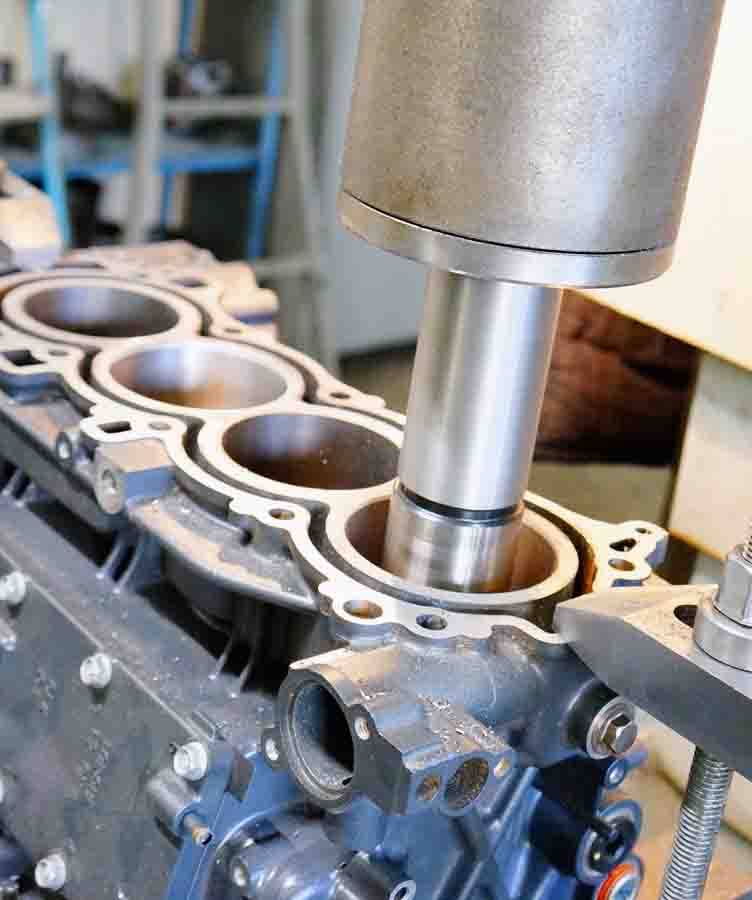
Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз.
Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые.
После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
Кривошипно-шатунный механизм
Гильзы цилиндров
Гильза цилиндра является направляющей втулкой движущегося поршня и образует вместе с головкой цилиндра полость, в которой осуществляется рабочий цикл. Это одна из наиболее нагруженных деталей двигателя – гильза цилиндра испытывает и высокие температурные нагрузки, и колоссальное давление со стороны сгорающей смеси топлива и газов, и воздействие изнашивающих сил трения, а также противостоит интенсивным коррозионным воздействиям.
Поршень, перемещаясь внутри гильзы возвратно-поступательно, оказывает на ее рабочую поверхность значительное давление. В верхней части гильзы из-за изменения направления движения поршня происходит разрыв масляной пленки и возникает граничное трение. Кроме того, верхний пояс гильзы в результате воздействия продуктов сгорания высокой температуры подвергается электрохимической коррозии. В результате переменного давления со стороны рабочей полости цилиндра стенки гильзы, особенно при недостаточной толщине, могут совершать колебания в радиальном направлении. Это сопровождается изнашиванием и даже разрушением как самой гильзы, так и стенок блока.
С учетом вышеизложенного к гильзам цилиндров предъявляются следующие требования:
- большая жесткость и высокая прочность стенок и посадочных поясков;
- высокая износостойкость;
- полная герметизация стыков и сопряжений;
- простота конструкции и технологичность.
Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров обрабатывают с большой степенью точности и высоким значением шероховатости, поэтому она называется зеркалом цилиндра.
В качестве материала для изготовления гильзы цилиндра чаще всего используется серый чугун, который хорошо удерживает масляную пленку, отличается высокой износоустойчивостью и коррозийной стойкостью, а также имеет относительно низкую стоимость. Для повышения износостойкости чугуна в его сплав добавляют хром, молибден, фосфор, ванадий, медь.
На рисунке 1 представлены гильзы различной конструкции.
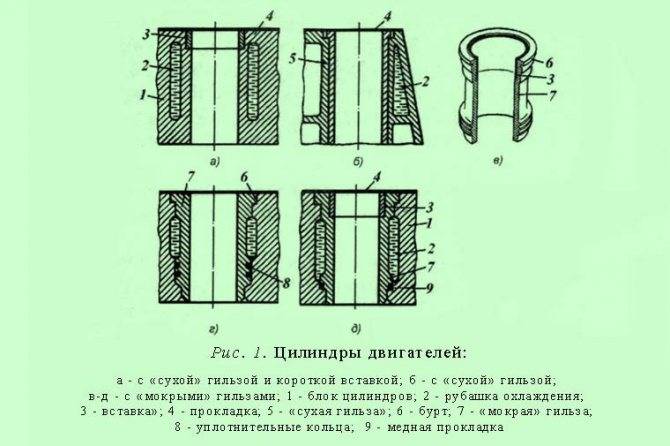
Применение гильз упрощает требования к изготовлению самого блока цилиндров. Кроме того, при выходе из строя одного из цилиндров не требуется замена всего блок-картера.
«Сухие» гильзы изготавливаются двух видов: с верхним опорным буртиком (рис. 1, б) и без него. Толщина стенок «сухих» гильз от 2 до 4 мм. «Сухие» гильзы могут также выполняться в виде короткой вставки в верхней части цилиндра, которая подвержена наибольшему изнашиванию и максимально напряжена. Такие вставки изготовляют из кислотоупорного высоколегированного чугуна, обладающего высокой износостойкостью.
При установке «мокрых» гильзы ее бурт (рис. 1, в) выступает над привалочной плоскостью блока на 0,05…0,15 мм. Это позволяет эффективно уплотнять ее, зажимая бурт через прокладку между блоком и головкой блока цилиндров.
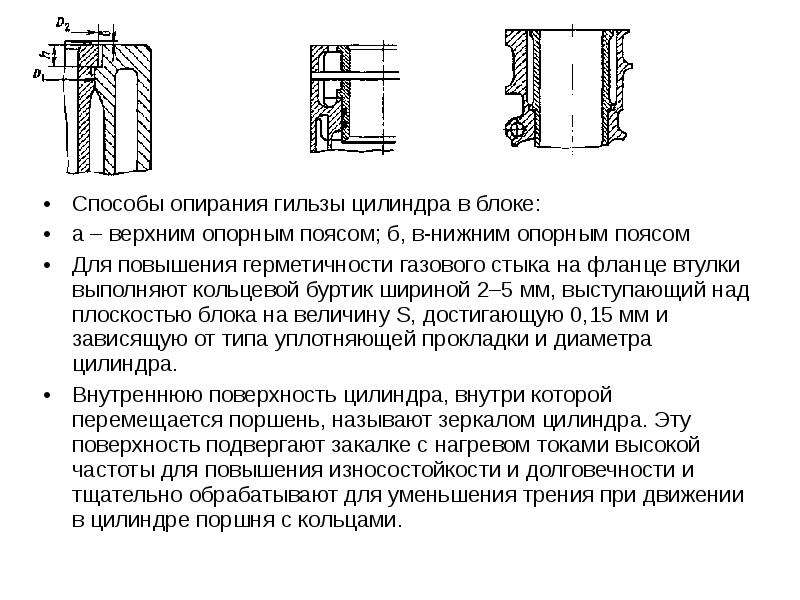







Герметизация рубашки охлаждения в кольцевых канавках нижнего направляющего пояса осуществляется специальными уплотняющими кольцами из резины или каучука, либо медными прокладками. Эти же прокладки используются для регулировки положения гильзы по высоте.
Необходимая жесткость гильзы достигается выбором толщины ее стенок (5…8 мм), а также плотной посадкой гильзы в зоне ее центрирующих поясков в верхней и нижней плоскостях.
Источник
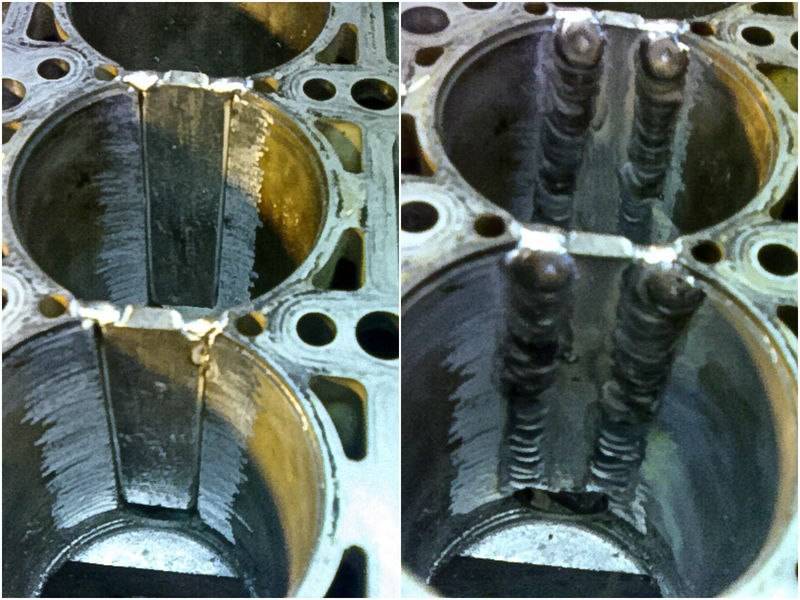
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Будет полезно: Как проверить давление ТНВД своими руками?
Что включает гильзовка блока?
Восстановление работоспособности блока цилиндров методом гильзовки применимо для любого мотора. Некоторые двигатели выходят с завода с уже гильзованными блоками цилиндров. Такие БЦ обычно выпускаются с «мокрыми» гильзами, поэтому при ремонте нужно просто заменить дефектную втулку. Если сравнивать этот ремонт с другими видами гильзовки, то он относится к достаточно простым: подбираются нужные ремонтные гильзы, установка может выполняться вручную. Как правило, замене подлежат только изношенные гильзы, потому что нет необходимости менять все втулки. Предварительно состояние гильз проверяют с помощью нутромера, после этого принимается решение о замене.
Сложнее выполнить эту операцию в негильзованных БЦ, в которых предусмотрена установка «сухих» гильз. Для чугунных блоков используют гильзы, изготовленные из легированного чугуна, а для алюминиевых — из сплавов алюминия. При этом втулки могут изготавливать по различной технологии ― необходимые добавки включаются в состав сплава для производства гильзы или на стенки цилиндров наносится покрытие с требуемыми свойствами.
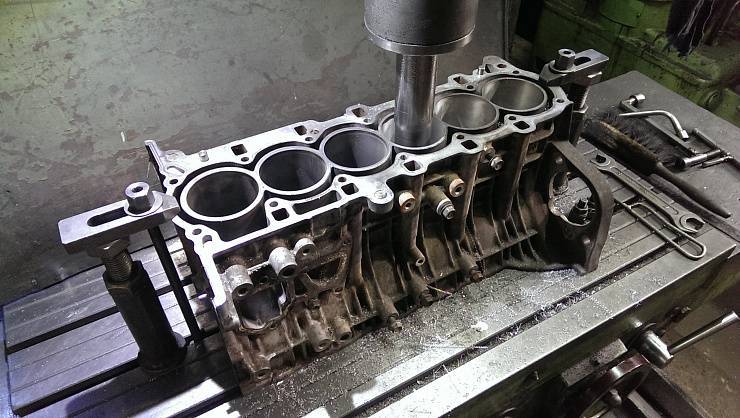
Предварительно мастер возвращает правильную геометрию посадочным гнездам под втулки. Для этого перед запрессовкой втулок выполняется расточка цилиндров
Важно помнить, что при выполнении этой операции нельзя допускать каких-либо отклонений. Например, появившийся в посадочном гнезде эллипс приведет к появлению этого дефекта на поверхности втулки
Без устранения первоначального дефекта невозможно обеспечить нормальную работу поршней и колец в загильзованном цилиндре.

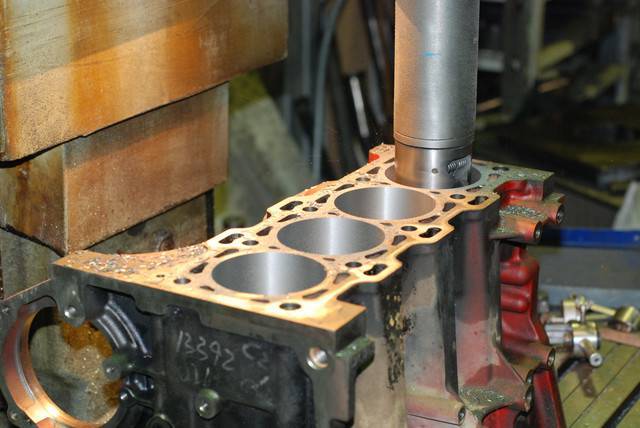
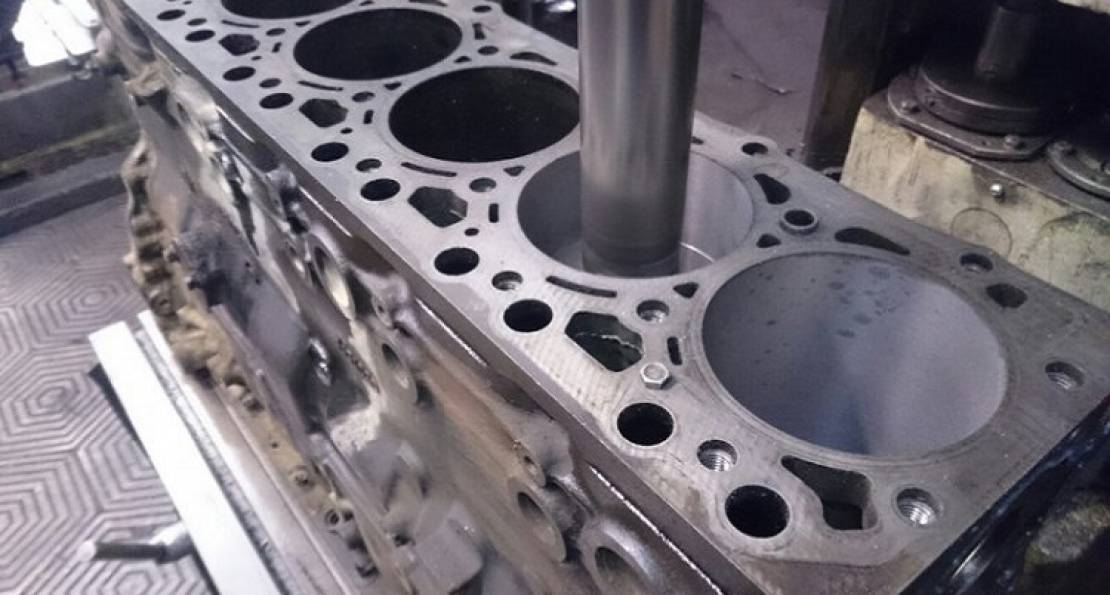
Для установки «сухих» гильз применяют метод горячего гильзования:
- блок цилиндров нагревают до 150°С;
- гильзу опускают в жидкий азот для охлаждения;
- потом она обрабатывается средством, которое не позволит возникнуть конденсату при установке охлажденной гильзы в нагретый БЦ;
- гильза устанавливается в посадочное гнездо.
При таком способе гильзовки обеспечивается необходимая плотность посадки втулки и нужный натяг в месте соприкосновения блока цилиндров и гильзы. Установка гильзы выполняется достаточно просто ― втулка устанавливается в посадочном гнезде под собственным весом. В некоторых случаях нужно слегка постучать по втулке молотком.
Метод запрессовки применяют при установке гильз в алюминиевый БЦ без предварительной расточки. Предварительно для этого в посадочное гнездо до запрессовки гильзы в блок наносится герметик.
При условии правильного выполнения всех действий и достижения требуемых параметров отремонтированный двигатель с загильзованным БЦ обеспечит возможность эксплуатации мотора еще не менее 100.000 км пробега
Важно только помнить, что такой пробег возможен лишь при условии своевременного технического обслуживания и эксплуатации ДВС
6.1.1 Общие вопросы безопасности труда
Создание безопасных и здоровых условий труда на каждом рабочем месте является главной задачей всех руководящих и инженерно-технических работников сельскохозяйственных предприятий. Администрация обязана соблюдать требования государственных стандартов, норм и правил по охране труда, осуществлять мероприятия по технике безопасности и производственной санитарии, принимать необходимые меры по предупреждению несчастных случаев.







Важнейшее значение имеет обучение работающих безопасности труда, которое осуществляется в соответствии с ГОСТ 12.0.004–90 на всех предприятиях и в организациях, независимо от степени опасности. Вновь принятых или меняющих работу рабочих должны обучать в учебных мастерских (в цехах, на участках) безопасным приёмам работы инструкторы, на рабочем месте – высококвалифицированный рабочий, бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение производится с помощью инструктажей.
Различают следующие виды инструктажа:
1) вводной инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на работу);
2) первичный инструктаж (на рабочем месте до начала производственной деятельности);
3) повторный инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4) внеплановый инструктаж (в случаях введения новых или переработки стандартов, правил, инструкций, замены оборудования инструмента и т.п., при аварии, травме, пожаре, перерыве в работе более 30 календарных дней;
5) целевой инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий, катастроф) .
Для чего выполняется гильзовка блока?
Состав работ при капитальном ремонте двигателя автомобиля определяется характером дефектов цилиндров и включает соответствующие технологические операции для их устранения. В зависимости от неисправности выполняется расточка или гильзовка блока. При проведении расточки со стенок цилиндра срезается слой металла, чтобы восстановить требуемые параметры стенок. Затем в цилиндр устанавливают поршень соответствующего ремонта с поршневыми кольцами. Гильзовка же проводится в случаях обнаружения дефектов, параметры которых не дают возможности устранить неисправность с помощью расточки даже до последнего ремонтного размера. Гильзование БЦ выполняется также для цилиндров, которые до этого уже растачивались до максимального ремразмера.
Термостат
Термостат мотора TU1 – важная деталь, которая может испортить двигатель. Хорошо, если из-за износа или неправильно работы термостата мотор просто не прогревается. Хуже, если термостат нарушает охлаждение мотора, что приводит к перегреву.
Кроме того, замечено, что даже оригинальный термостат может работать некорректно. А именно, при нагреве блока цилиндров до 90°, термостат может открыться резко и пропустить в контур блока цилиндров несколько литров холодного антифриза. Замечено, что в морозную погоду такой алгоритм работы и резкое охлаждение блока может привести к нарушению герметичности по прокладке ГБЦ. Увидеть неправильную работу термостата можно по заметным скачкам температуры двигателя.
Правильный термостат от хорошего производителя открывается плавно, постепенно пропуская охлаждающую жидкость в контур охлаждения блока цилиндров.

Особенности производства гильз
Все гильзы цилиндров для двигателей жидкостного охлаждения производятся методом центробежного литья. Благодаря этому обеспечивается наиболее качественная структура материала, удаляются тяжелые примеси. Механические свойства металла равномерно распределяются по всему объему детали. Для повышения механических свойств
в процессе изготовления гильзы проходят специальную термическую обработку.Для обеспечения высокой износостойкости и придания антикоррозионных свойств поверхность гильзы фосфатируется.Для производства гильз используются различные виды специального серого чугуна с легирующими добавками: Mn (марганец), Ni (никель), Cu (медь), Si (кремний), Cr (хром), Mo (молибден) и др. Благодаря им обеспечиваются необходимые физические и механические свойства.
Применяемые легирующие элементы
СrХром
Увеличивает твердость, прочность и износостойкость.
MoМолибден
Повышает твердость, не ухудшая обрабатываемость. Улучшает износостойкость.
NiНикель
Улучшает обрабатываемость чугуна.Улучшает механические свойства и повышает износостойкость чугуна. Никель обеспечивает равномерную твердость материала по всему объему отливки.
CuМедь
Медь по свойствам аналогична никелю. Чугуны с преобладанием меди обладают высокой твердостью, необходимой вязкостью и хорошей обрабатываемостью.
VВанадий
Придает чугуну мелкозернистую структуру, упрочняя его металлическую основу. Увеличивает общую прочность чугуна, не делая его хрупким.








TiТитан
Улучшает структуру и механические свойства отливки, способствуя повышению прочности металлической основы чугуна. Являясь хорошим раскислителем, титан обеспечивает получение чугуна, свободного от газовых раковин и вредных примесей.
РФосфор
Улучшает текучесть чугуна, обеспечивая равномерность структуры отливки. Уменьшает усадку отливки при остывании.Способствует увеличению твердости.
Плосковершинное хонингование (ПВХ)
представляет собой чередование поверхностей с низкой шероховатостью (плато) и глубоких впадин (рисок). Плато обеспечивает компрессию, а риски способствуют оптимальному удержанию масла. При ПВХ цилиндры мотора и поршневые кольца быстрее прирабатываются. Результат — меньший износ двигателя и стабильность его работы.
Плосковершинное хонингование
Традиционное хонингование
Лопнули 4 гильзы, на меня вешают ремонт. В самом ли деле причина — перегрев?
Здравствуйте, меня зовут Геннадий. Водитель.
Хочу выяснить причину поломки двигателя КамАЗа 53212.
Ситуация: после выезда со стоянки проехал 4-5 км, в течении последних 2-х минут движения температура охл. жидкости резко повысилась с прибл. 75 до 100.
Сразу остановился и заглушил.
Перекурил, откопал остатки тосола, поднял кабину, долил прибл. 3 л.
В бачке не видно.
Пошел на ближайший рынок, нашел где набрать воды, набрал, вернулся к машине, решил еще подождать, перекурил, долил 4 литра — получилось полбачка (следовательно изначально было литров 18).
Попытался завести, стартер двигатель не провернул, из выхлопной потек тосол.
Дотянули до СТО, вскрытие, 4 гильзы лопнули, на меня вешают ремонт. Это действительно мои действия привели к этому?
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
- Комфорт
Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Статистика
Статистические файлы куки позволяют нам анализировать использование нашего веб-сайта в анонимной форме, т. е. не определяя при этом Вашу личность. Это дает нам возможность оценивать и постоянно повышать эффективность сайта, чтобы сделать его более удобным и приятным для пользования.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
Гистограммы износа аустенитных и серых чугунов, легированных различными химическими элементами:
а – нагрузка 125 МПа, время испытаний 15 ч; б – нагрузка 175 МПа, время испытаний 30 ч; 1-нирезист; 2,3,4,5,6,7-чугун СЧ 21-40, легированный соответственно 0,30% Mo, 0,30% P, 2,5% Cu, 0,15% Ti, после азотирования, 0,12% V; 8- СЧ 24-44; 9- износостойкий чугун, легированный Cr; 10-марганцовистый аустенитный чугун с 10% Cr; 11-серый чугун ; 12,13,14-серые чугуны для гильз соответственно КамАЗ, ЗИЛ и ГАЗ.
Однако широкое варьирование содержанием в химическом составе чугуна основных и легирующих элементов не обеспечивает явных преимуществ ни одной из вышеперечисленных групп материалов по технологическим, прочностным, эксплуатационным и экономическим показателям, что и определяет необходимость применения различных методов упрочнения рабочей поверхности гильз цилиндров.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.










Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра

- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
Основные дефекты и неисправности блока цилиндров двигателя

Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.










Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
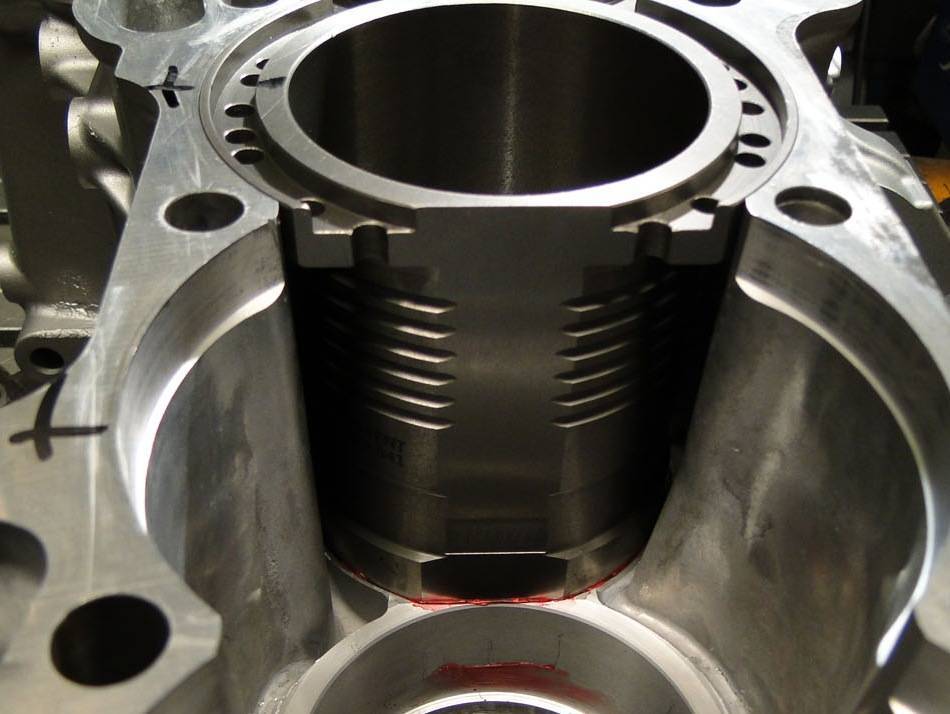
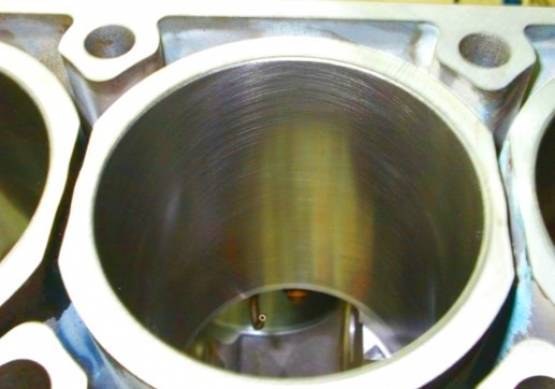
Дефект внутренней поверхности гильзы
При эксплуатации транспортного средства на запыленных дорогах и в промышленных городах через воздушный фильтр или негерметичное соединение воздуховодов, а также с грязным топливом и плохо отфильтрованным моторным маслом частицы пыли попадают в цилиндры ДВС.
Результат — воздействие на зеркало гильзы с эффектом наждачной бумаги (царапины и задиры на зеркале гильзы). Со временем царапин становится больше, далее герметичность прилегания поршневых колец к зеркальной стенке гильзы критически уменьшается, что приводит к падению компрессии в цилиндре.
Восстановить зеркало внутренней поверхности гильзы возможно методом хромирования, а в случаях критического износа поверхности гильзы, который нельзя устранить этим методом, потребуется замена поврежденной гильзы.
С целью предотвращения попадания абразива в цилиндры ДВС, владельцу автомобиля необходимо проводить ТО согласно строго определенного регламента
При проведении ТО нужно акцентировать внимание на проверке герметичности соединений воздуховодов, а также использовать рекомендованные производителем масла и фильтры