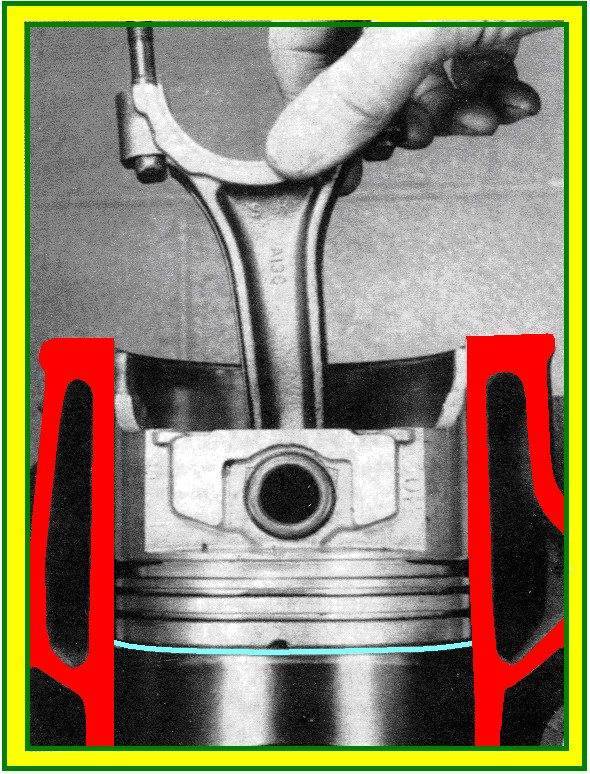
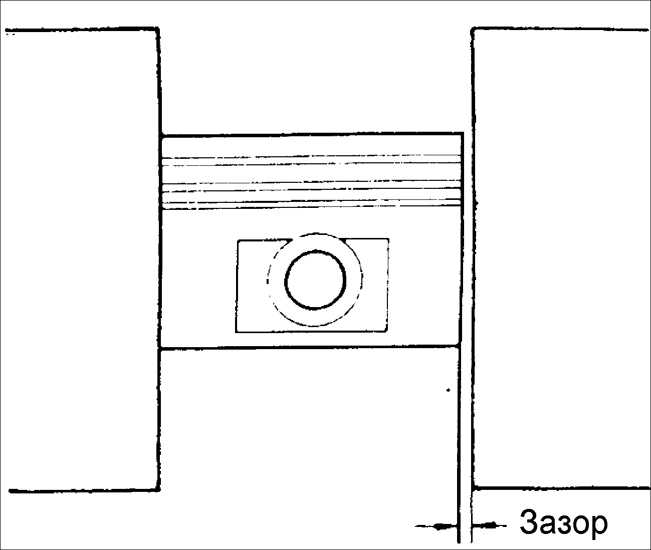
Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
Описание повреждения
Характерным для этого повреждения являются задиры, появляющиеся соответственно со смещением на 45° относительно оси бобышки, причем как на нагруженной стороне, так и на ненагруженной стороне. Поверхность задиров переходит от точек нажима с зеркальным блеском в относительно гладкие места трения с темным цветом. Поршневой палец имеет синий цвет побежалости, это признак тому, что в данном случае температура поршневого пальца была слишком высокой в результате недостаточного зазора или нехватки смазки.
Оценка повреждения
Повреждение появляется, если зона вокруг крепления поршневого пальца слишком сильно нагревается. Поскольку в этой зоне поршень отличается довольно высокой жесткостью, возникает повышенное тепловое расширение в этой зоне и зазор между поршнем и рабочей поверхностью цилиндра сужается. Относительно тонкостенная и тем самым эластичная направляющая часть поршня может компенсировать повышенное тепловое расширение своей эластичностью. На переходе к жестким бобышкам пальца материал, однако, с большим усилием давит на стенку цилиндра, что в конечном счете приводит к прерыванию масляной пленки и к возникновению трения на поршне.
Возможные причины повреждения
Слишком высокая нагрузка на двигатель, когда он еще не достиг рабочей температуры
Поршень может достичь своей полной рабочей температуры в течение 20 секунд, в то время как для холодного цилиндра для этого требуется намного больше времени. В результате различий в тепловом расширении обоих элементов поршень расширяется намного больше и быстрее, чем цилиндр. Зазор поршня сильно сужается в вышеописанных местах. Появляются названные повреждения.
Слишком узкая посадка поршневого пальца в головке шатуна (горяче запрессованные шатуны). Слишком узкая посадка поршневого пальца в бобышке шатуна может привести к некруглости бобышки шатуна и тем самым также поршневого пальца. Это связано с различной толщиной стенки в бобышке шатуна. В то время как в направлении шатуна имеется больше материала и более толстые стенки, толщина стенки в конце шатуна намного меньше. При деформации поршневого пальца зазор в креплении пальца уменьшается. В результате этого недостаточный зазор в креплении вызывает повышенное тепло трения и таким образом повышенное тепловое расширение в данной зоне.
Задиры в бобышке шатуна из-за недостаточной смазки при первом вводе двигателя в эксплуатацию.
При сборке поршневой палец не смазывается или смазывается недостаточно. Перед тем как масло при первом пуске в эксплуатацию поступает к месту опоры, нет достаточной смазки, это вызывает заедание опоры пальца и тем самым повышенное образование тепла.
Дефект монтажа при горячей посадке поршневого пальца (горяче запрессованный шатун)
Кроме вышеназванной смазки пальца при горячей посадке поршневого пальца бобышки шатуна необходимо обратить внимание на то, чтобы непосредственно после вставки пальца подшипник пальца не был подвергнут контролю на свободный ход путем качающего движения. Непосредственно после вставки холодного пальца в горячий шатун температура между обеими деталями выравнивается
Поршневой палец может стать очень горячим. Он расширяется и заклинивается в еще холодном подшипнике пальца. Если подшипник в этом состояние перемещают, здесь может возникнуть первое место трения или задир, который в эксплуатации приводит к тяжелому ходу подшипника и тем самым к повышенному трению и образованию тепла. По этой причине смонтированные детали должны остыть спокойно, опору следует контролировать на свободный ход только после остывания.
Как снять головку блока цилиндров?

- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: воздушный фильтр, карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков. С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
- Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой. После этого, вы получите открытый доступ к блоку цилиндров.
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.


Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.

Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.
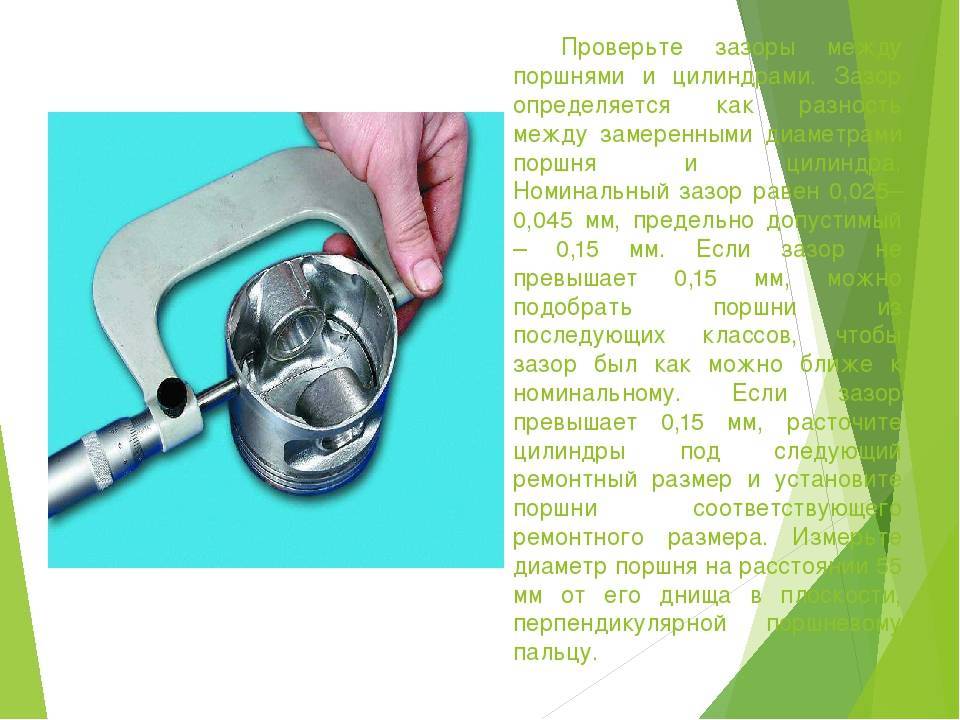
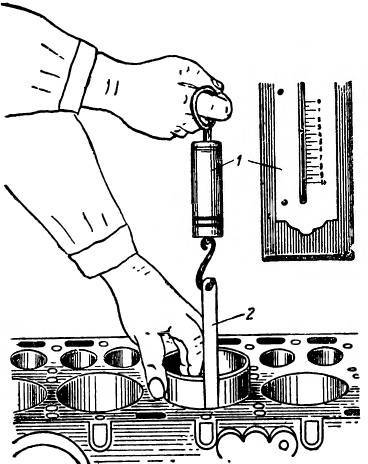
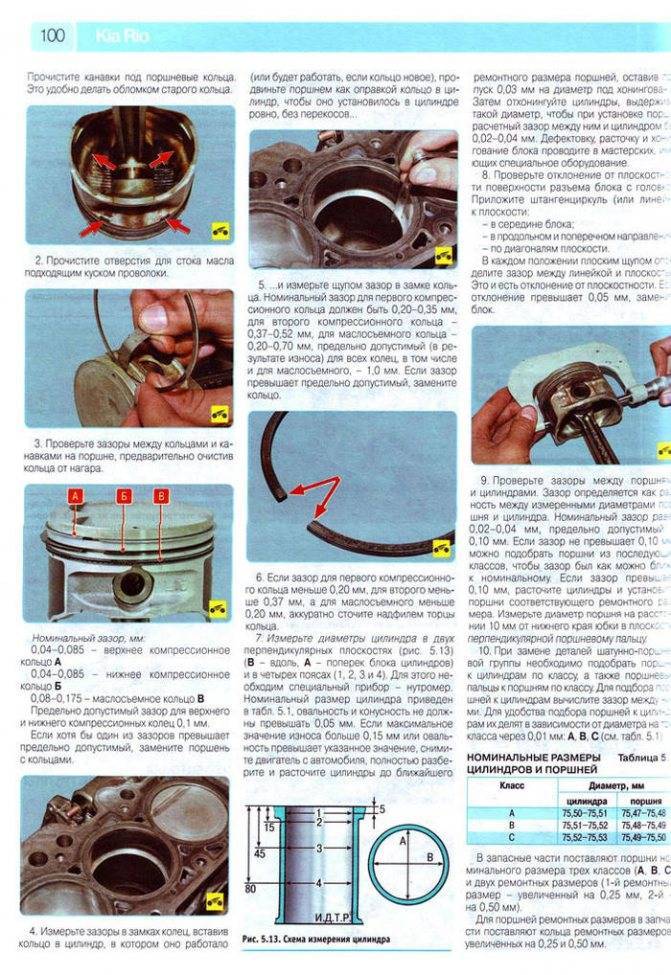
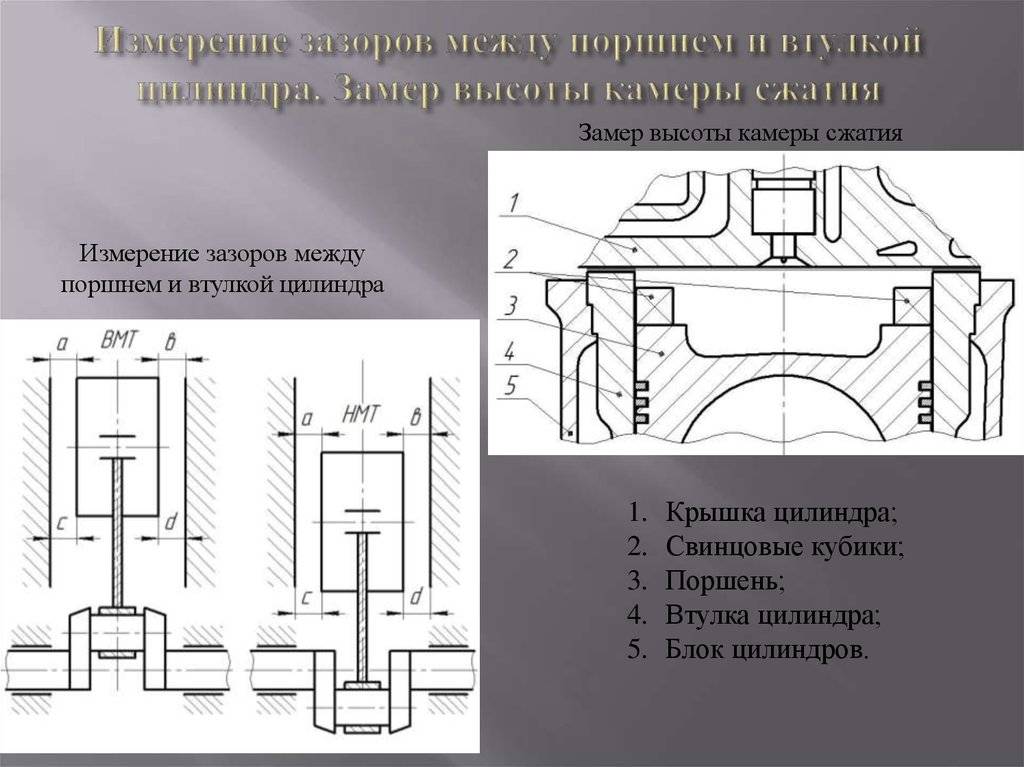
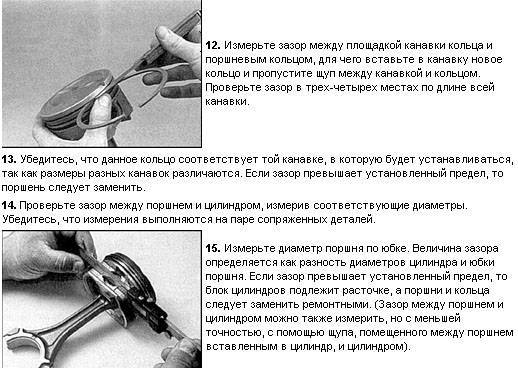
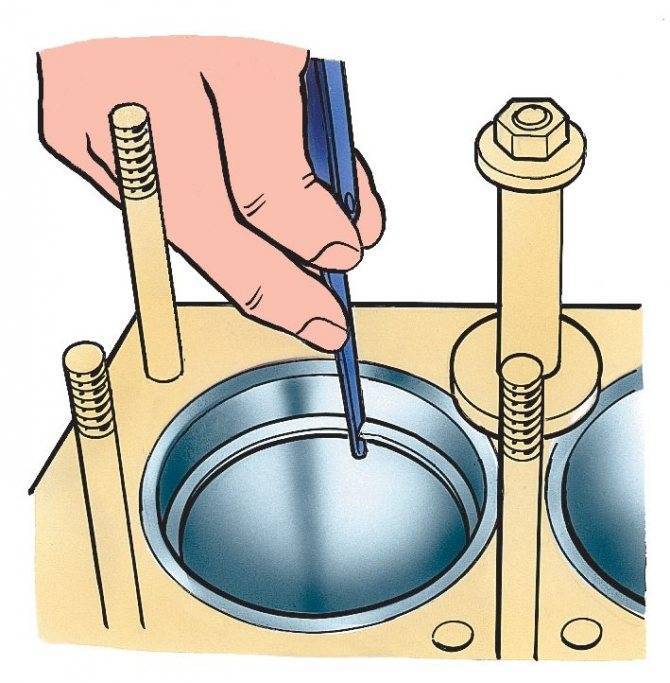
Как проверить зазор между поршнем и цилиндром
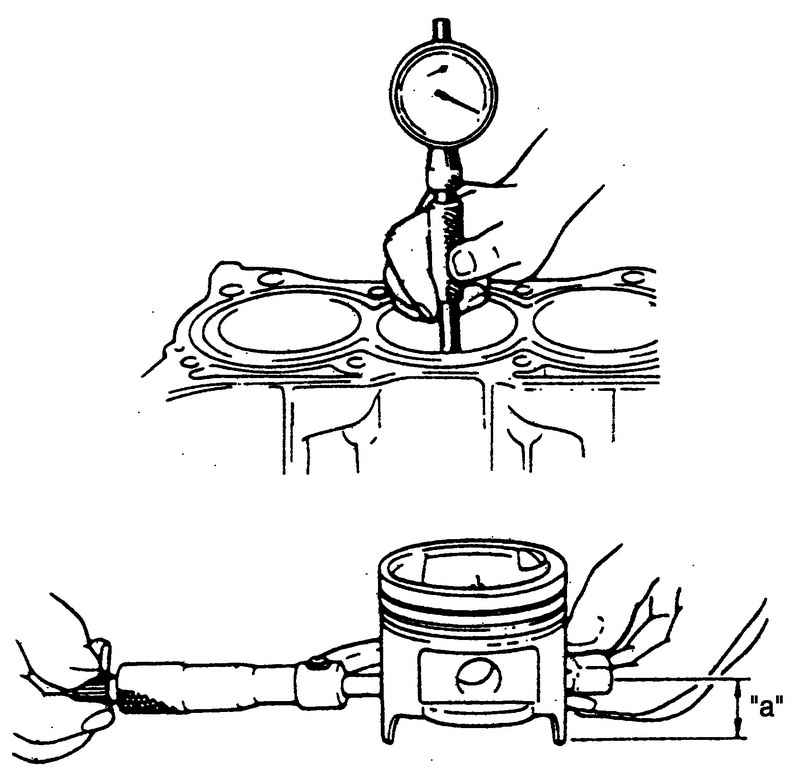
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
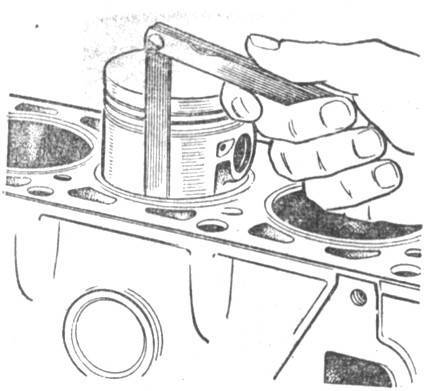
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
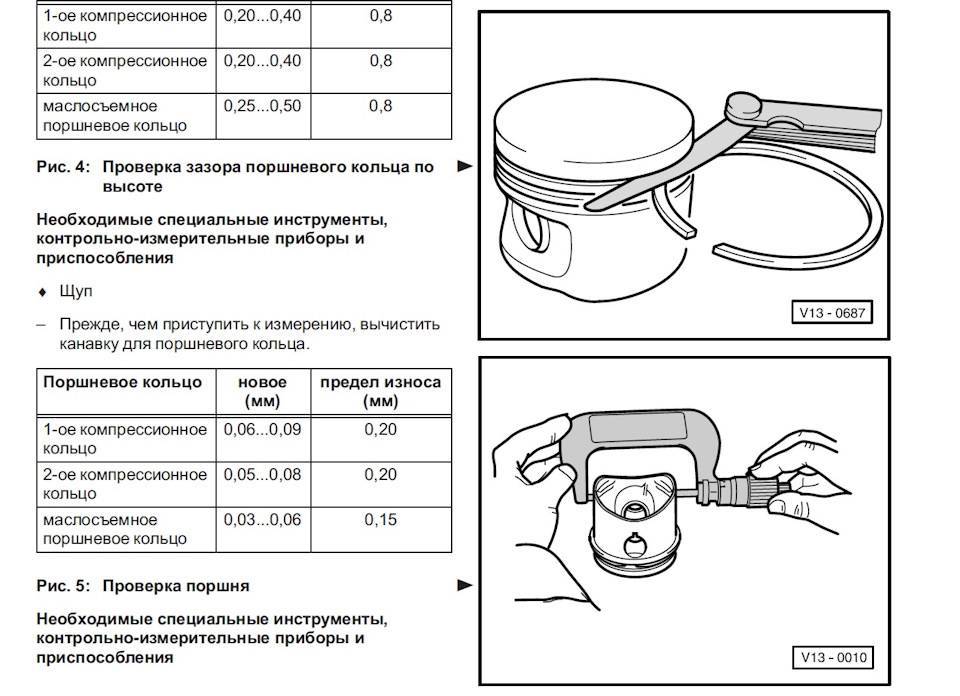
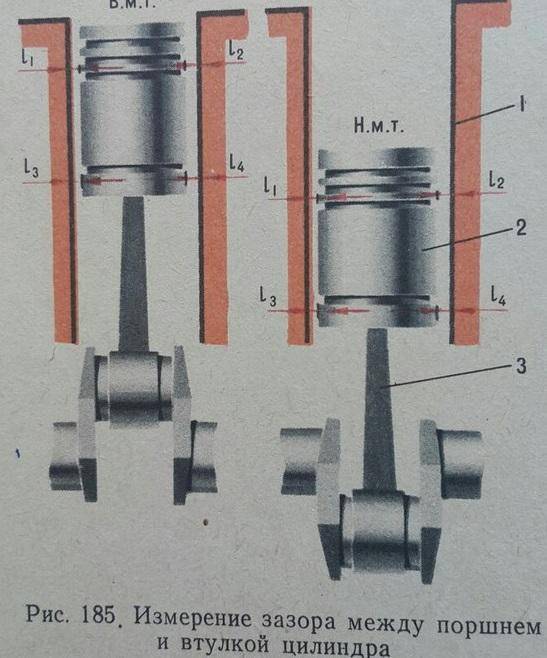
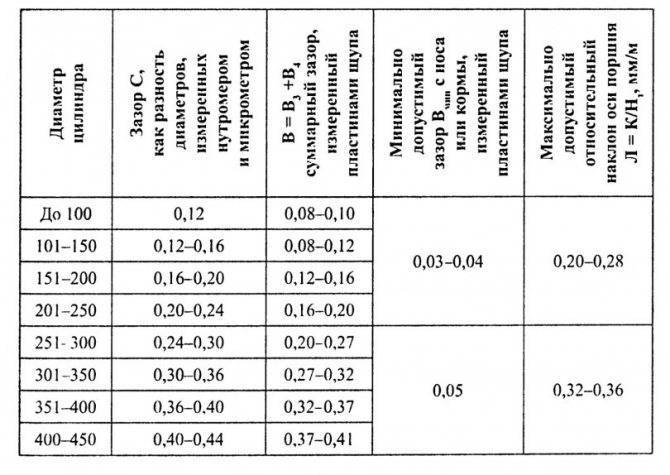
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
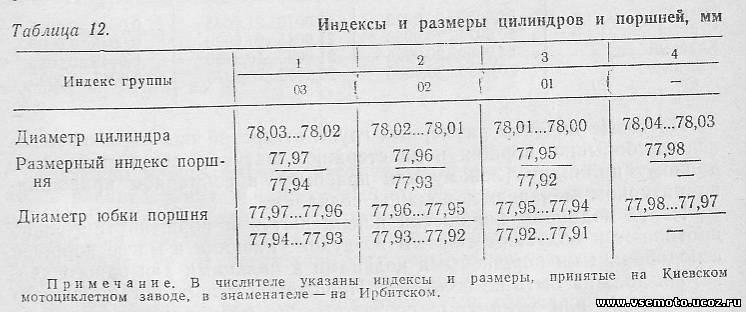
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.




Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800-900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка.
Особенности устройства
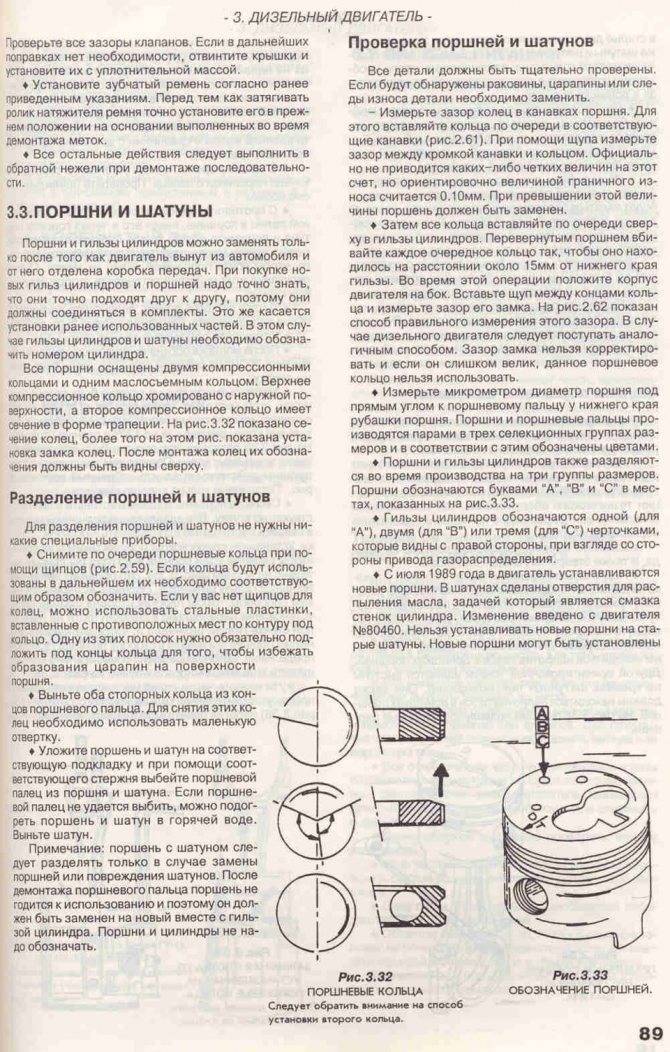
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
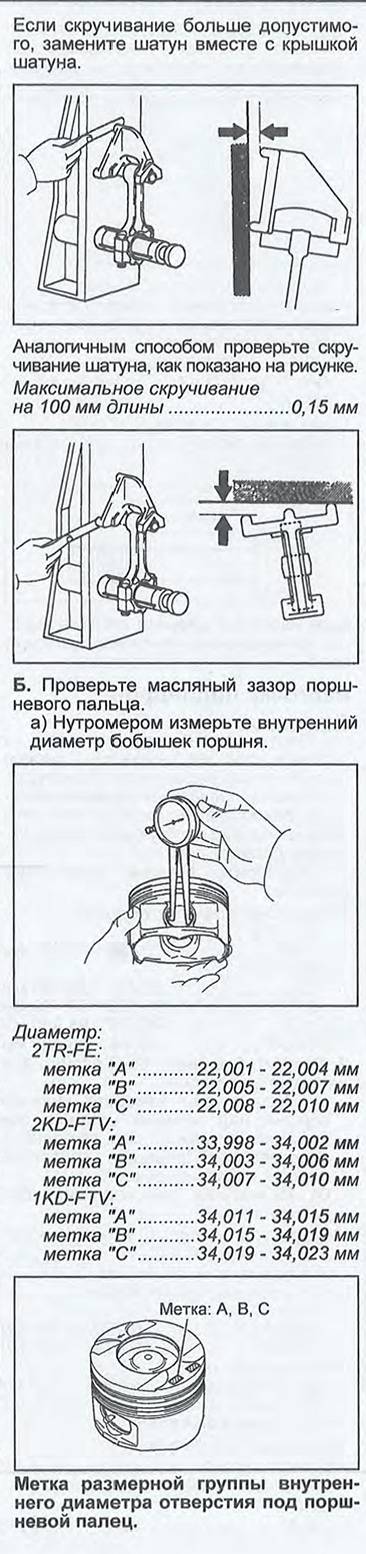
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
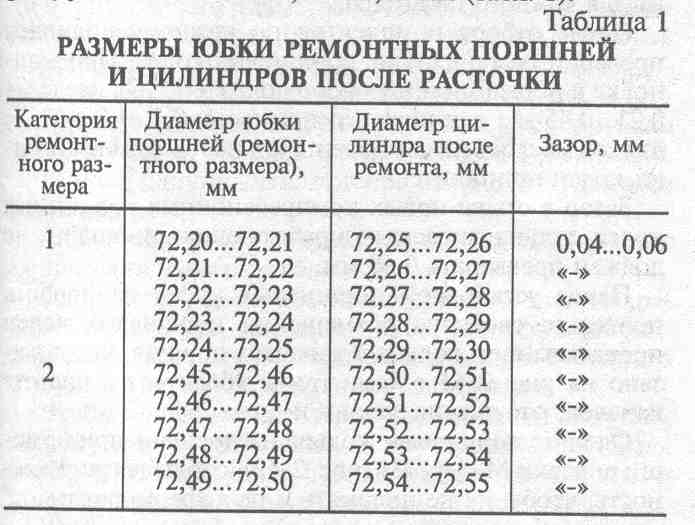
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 – с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
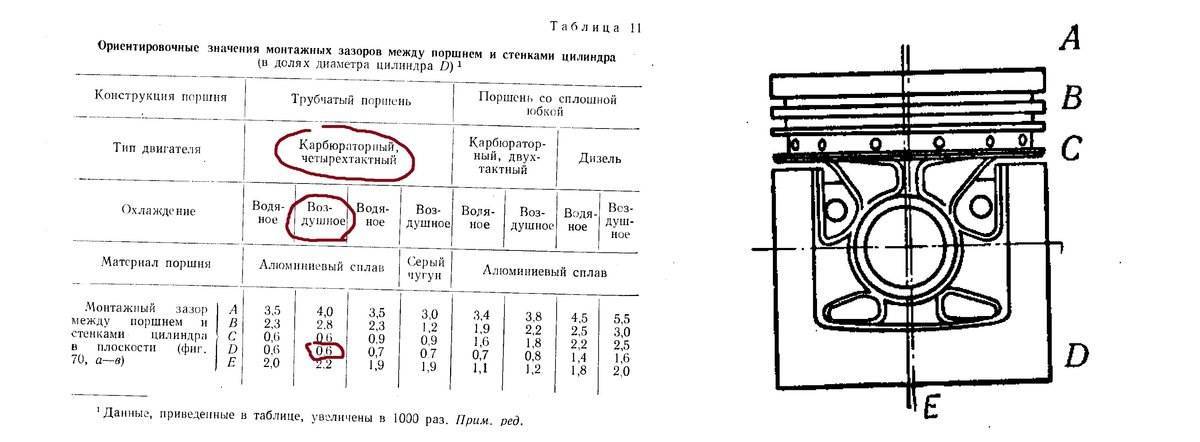
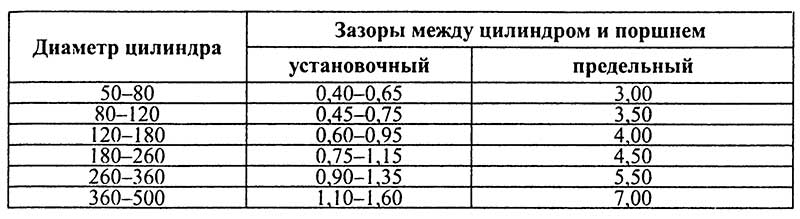
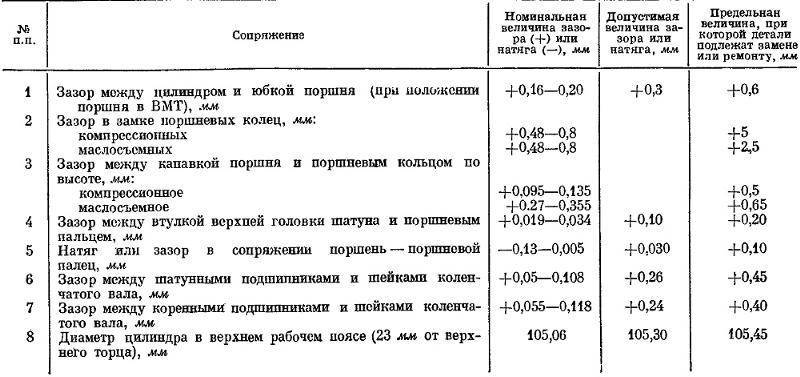
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, таккак поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка . Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз.
Это интересно: Тормозные диски для быстрой остановки автомобиля
Каким он должен быть?
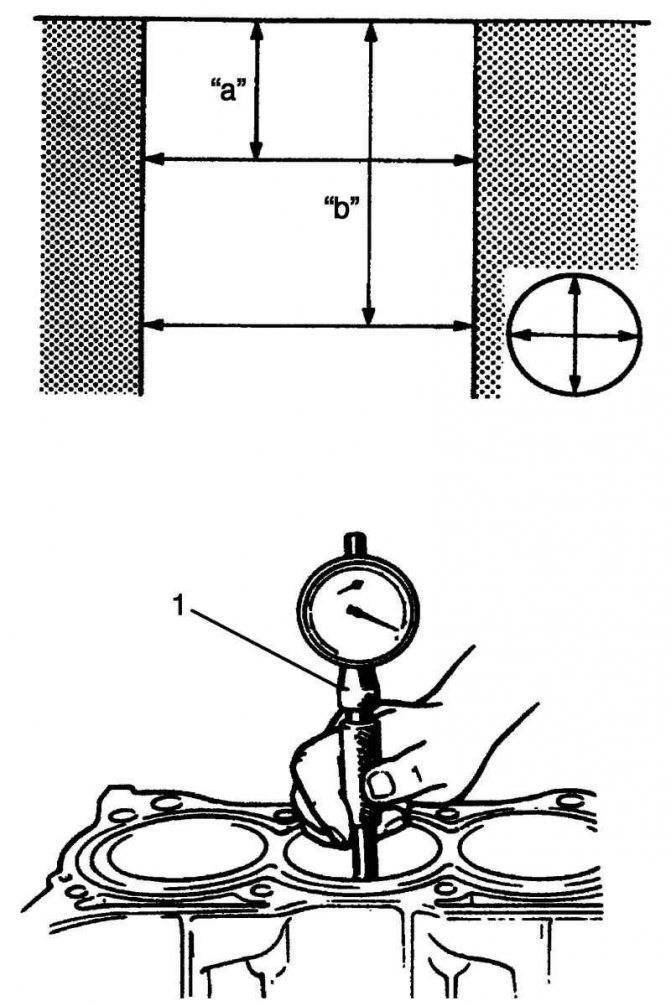
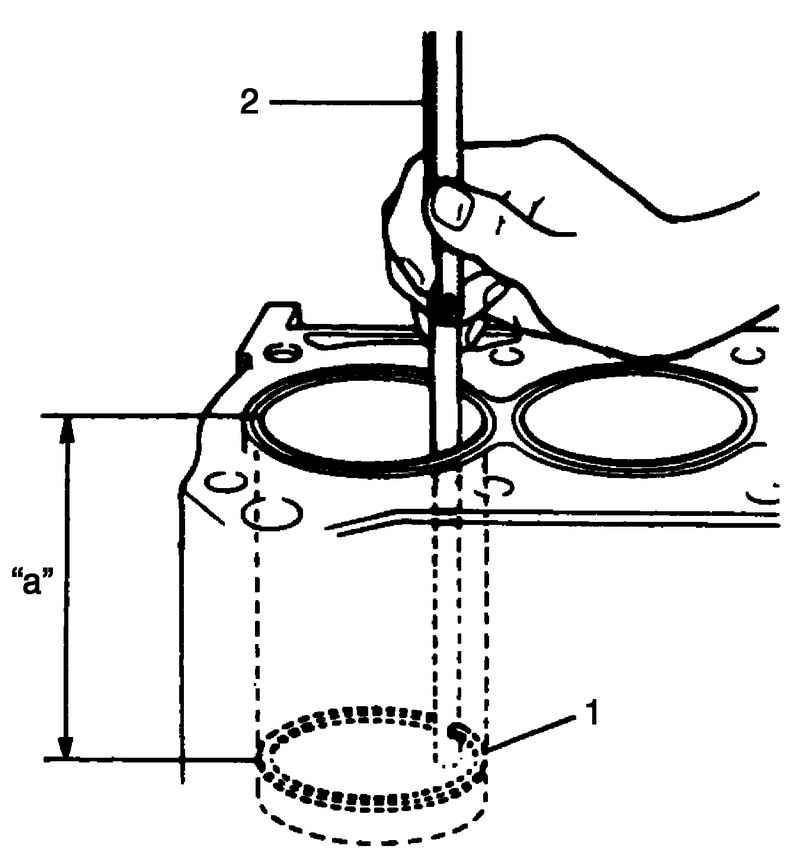
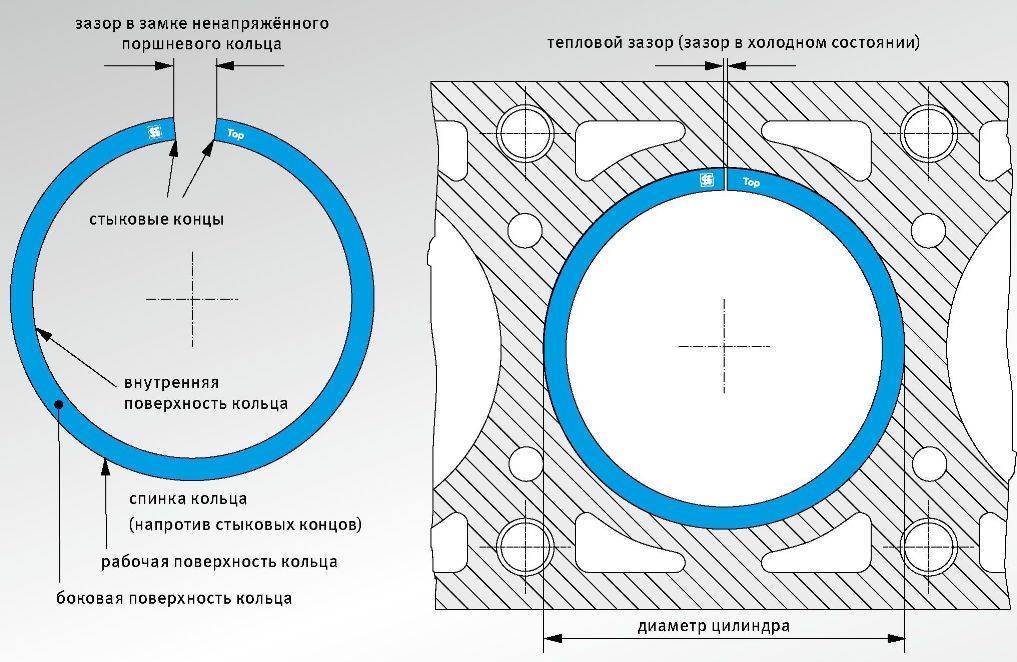
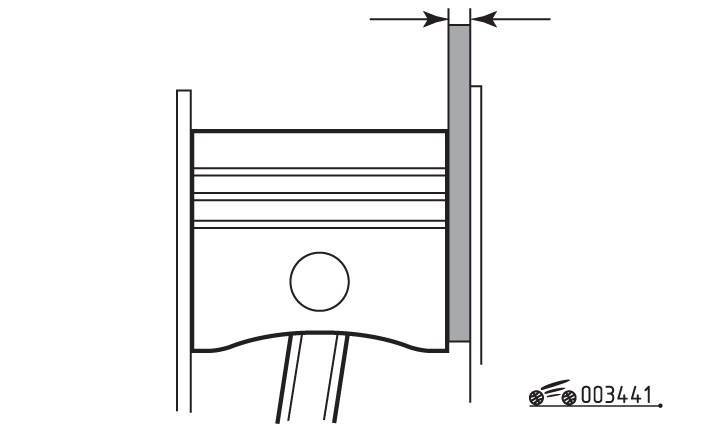
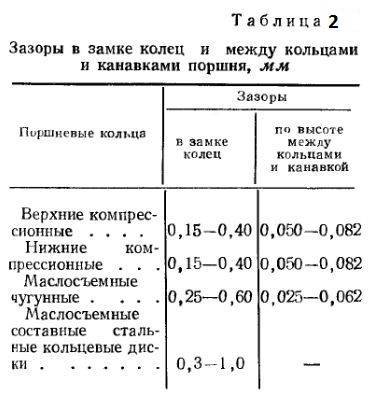
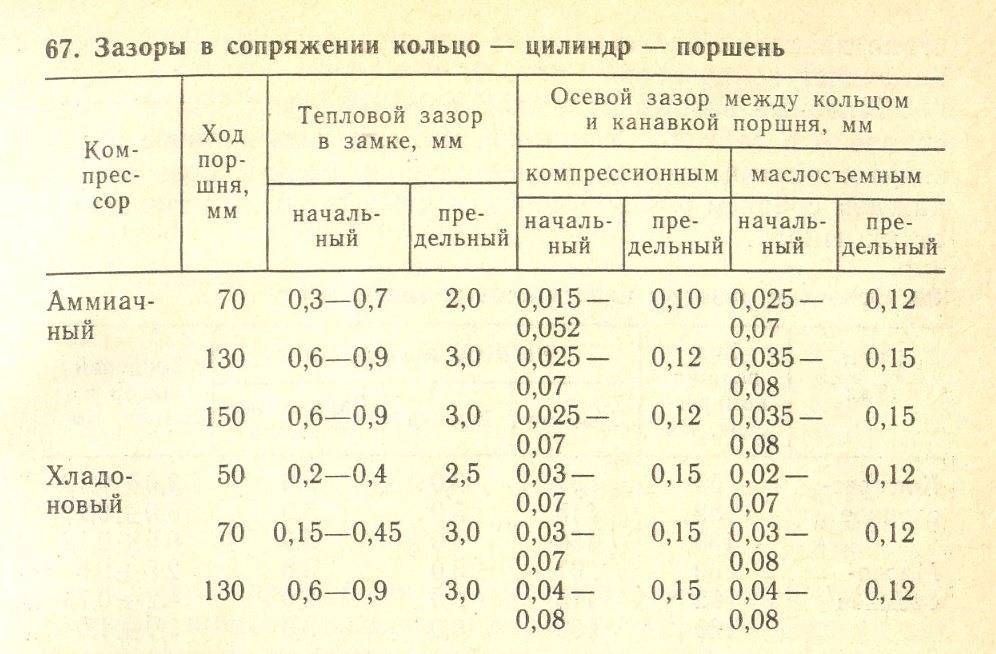
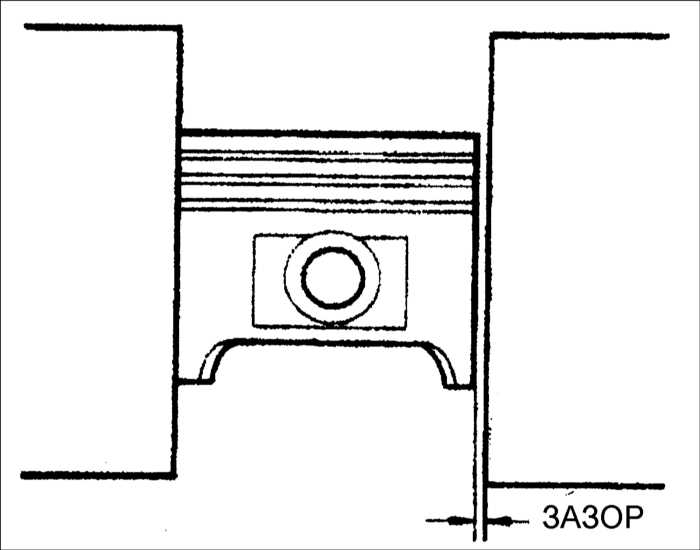
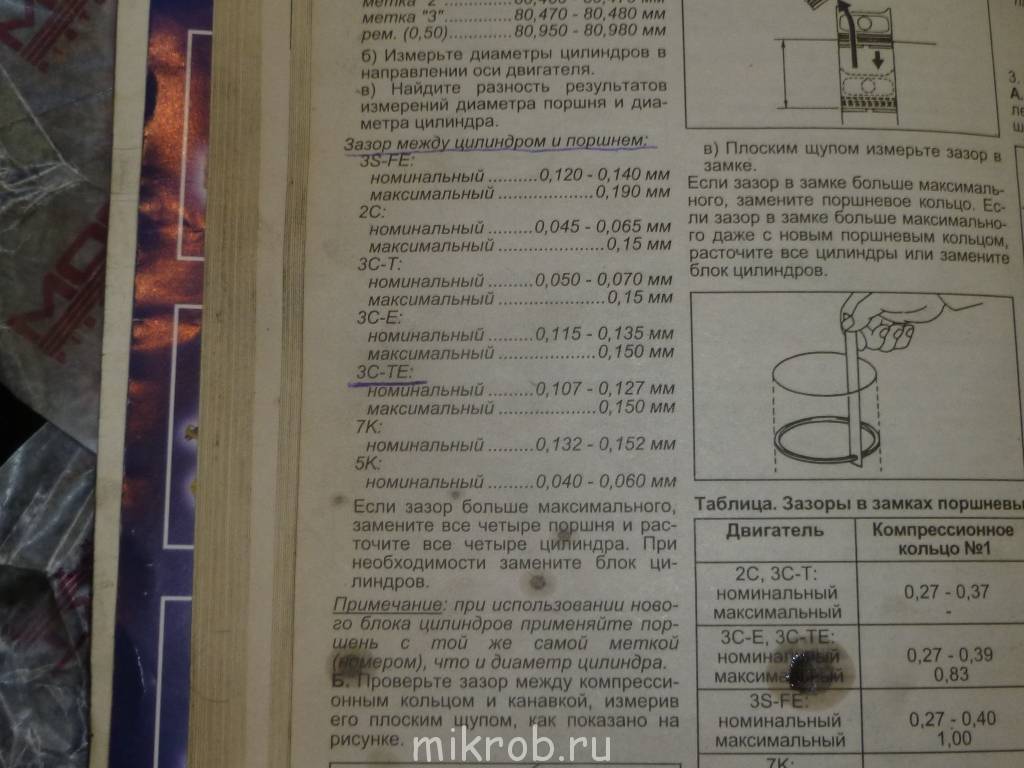
Поршень имеет два вида колец: компрессионные (не пропускают сгоревшие газы) и маслосъемные (снимают излишки масла со стенок цилиндра). По своей конструкции они не сплошные, а имеют разрез, который позволяет ободу не заклинивать при нагреве. Также разрез способствует упругому прижатию к стенкам цилиндра. Очень важную роль в работе колец и цилиндра имеет наличие теплового пространства в замках. Допустимый его диапазон от 0.3 до 0.6 миллиметров. Не соблюдение диапазона может привести к отсутствию и большим повреждениям в цилиндре.

Гораздо лучше цениться косой срез. Так как давление на стенки происходит равномернее за счет то, что его края немного тоньше.
Полезно знать о промежутках в замках. Иногда механики пытаются сделать тепловое пространство в замках минимальным до 0.2 миллиметров. Это не редко приводит к тому, что появляются задиры колец и цилиндров. И это естественно, так как при нагревании детали пространство в замке становится меньше (или полностью отсутствует) и оно врезается в стенки цилиндра.
Самый простой замок с прямым разрезом имеет один недостаток – его концы имеют высокое давление на цилиндр, точнее на его стенки. Это приводит, прежде всего, к утечке масла и к преждевременному износу стенок.
Для того, чтобы подытожить вышесказанное, перечислим, какие же характеристики должны быть у поршневых колец и каков должен быть тепловой зазор поршневых колец:
Регуляция температуры. Это одна из важнейших функций, поскольку большая масса тепла, которое поглощается поршнем в период сгорания, будет отводиться. Если такого отвода тепла не будет – поршень расплавится за считанные секунды.
Давление. Основная функция состоит в том, чтобы уплотнять. И полная реализация этой характеристики возможна только при соответственном давлении. Когда давление появляется, оно влияет на поршневые круги, а они в свою очередь прижимается к стенкам цилиндра. Чтобы прижатие было равномерным – необходимо равномерное распределение и правильный зазор в поршневых кольцах.
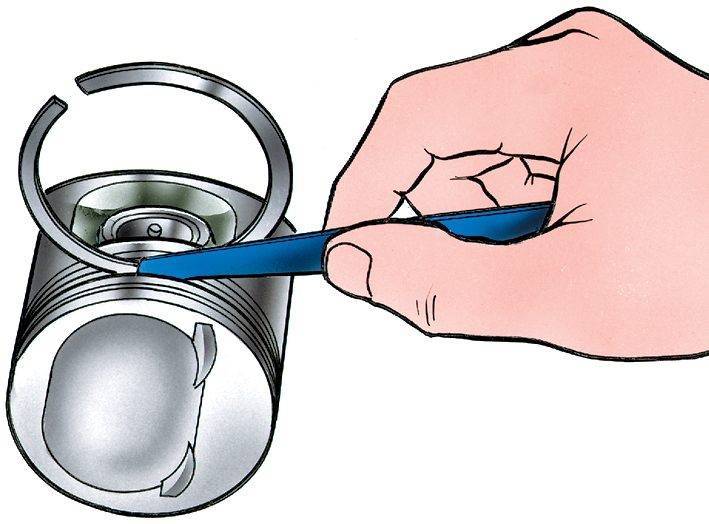
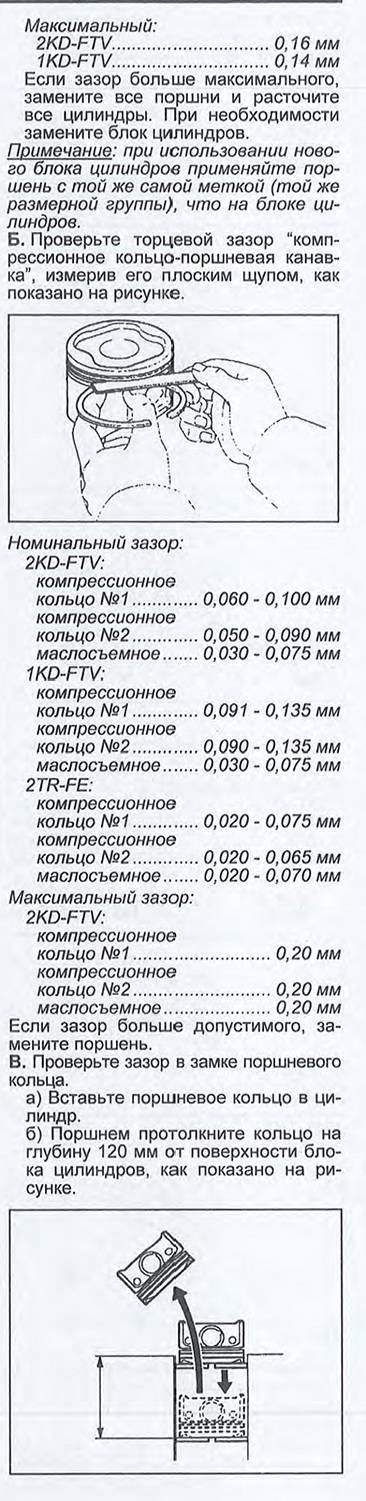
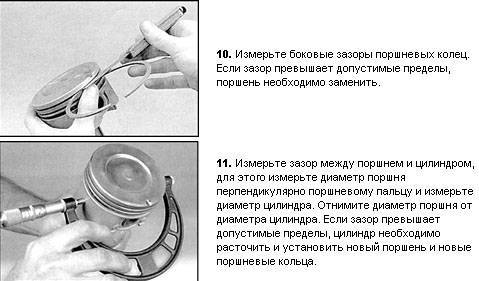
Как замерить зазор поршневых колец
На первом этапе вам нужно просто визуально осмотреть деталь. На ней не должно быть трещин или каких-либо других дефектов. Если вы заметили даже мелкое механическое повреждение элемент нужно заменить на новый.
Также не помешают некоторые профилактические процедуры
Головку поршня нужно очистить от нагара, при этом особое внимание необходимо уделить канавкам, которые находятся под кольцами. Только после этих процедур можно приступать к осмотру зазора. Так как колец в устройстве всего три
Для каждого существуют свои параметры:
Так как колец в устройстве всего три. Для каждого существуют свои параметры:
- Верхнее компрессионное 1-0.04-0,075 мм.
- Нижнее компрессионное 2-0,03-0,065 мм.
- Маслосъемное 3-0,02-0,055 мм.
При замерах будьте крайне внимательны. Для каждого кольца существует свой оптимальный размер зазора. Для большей точности воспользуйтесь микрометром. Это прибор, который позволяет с предельной точностью замерить все нужные вам параметры. Для этого существуют специальные щупы, позволяющие легко и быстро снять показания с канавок.
Оглавление
Нутромер является измерительным инструментом, который предназначается для получения данных о расстоянии между двумя поверхностями, а также определения внутреннего диаметра различных деталей. В среднем, точность измерения этим прибором составляет 0,01 мм. Нутромер для измерения диаметра цилиндра состоит из сменных калиберных стержней, которые являются удлинителями и головки. Сама головка состоит из следующих частей:
- Сменный наконечник;
- Стопорное устройство;
- Стебель;
- Колпачок;
- Барабан;
- Микрометрический винт

Благодаря наличию сменных наконечников можно увеличить предел измерений. Для тех приборов, у которых точность измерения составляет 0,01 мм, актуальным ГОСТом является 868-82, а для устройств с ценой деления 0,001 или 0,002 мм – 9244-75.



Преимущества нутромеров состоят в достаточно высокой точности измерения, как для частной, так и для производственной сфере. Стоимость прибора также не высока. Главное, что здесь сохраняются преимущества всех механических устройств, куда относится долговечность работы. В то же время за ними требуется специальный уход и особые условия хранения. При поломке зачастую ремонт очень сложен и выходит легче заменить прибор на новый, чем отремонтировать. При некоторых измерениях на мягких частях могут оставаться деформации, если было сильное нажатие. Если речь идет об измерении цилиндров, то возникают сложности в местах, где имеются окна.
Какими видами нутромеров можно измерить диаметр цилиндра?
Нутромеры зачастую используется для измерения диаметра цилиндра. Для этой операции не подходят микрометры, так что специалисты используют эти разновидности устройств. Измерение цилиндров нутромером производится в двух перпендикулярных плоскостях и четырех поясах. Для этого подходят самые популярные разновидности нутромеров.
Индикаторный тип устройства подходит больше для тех цилиндров, диаметр которых является относительно небольшим. Они могут работать с размерами от 6 мм и больше. Он легко в использовании, но использует относительный метод измерения, так что у прибора имеются две шкалы. Несмотря на то, что он может работать с маленькими величинами, погрешность у него является более высокой, чем у другого типа этих устройств.
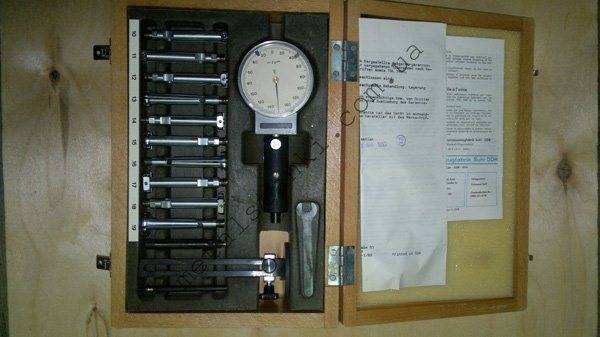
фото:нутромер индикаторный для измерения диаметра цилиндра
Микрометрический нутромер использует абсолютный способ измерения, что при той же цене деления, что и у индикаторного типа дает значительно меньшую погрешность. Предел измерений здесь лежит в диапазоне от 50 до 4000 мм, что зависит от конкретной модели. Люди нередко используют два прибора, чтобы получить более точные данные.
Подбор нутромера для измерения диаметра цилиндра
Чтобы измерить цилиндр нутромером, требуется правильно подобрать само устройство. От этого будет напрямую зависеть точность результата, а также удобство использования. В первую очередь следует определиться с подходящими размерами, так как у микрометрического и индикаторного типа слишком большой разброс по минимальному пределу. Если нужно работать с деталями диаметром до 5 см, то подойдет индикаторный нутромер, если более – микрометрический.
Далее уже нужно определяться с тем, какие сменные калиберные стержни должны идти в наборе. Они расширяют и сужают рабочий диапазон прибора, так что для получения правильных данных нужно иметь широкий запас сменных частей. Чем выше класс точности, тем меньше погрешность, так что современные высокоточные устройства позволяют получить максимально точные данные для дальнейшей работы.
Естественно, что прибор должен пройти поверку, не иметь повреждений и соответствовать принятым ГОСТам. Если есть возможность, то специалисты проводят измерение несколькими приборами одновременно.
Замена поршневых колец
На автомобилях ВАЗ, впрочем, как и на всех других моделях легковых автомашин, одни лишь поршневые кольца целесообразно менять только в том случае, если:
- в цилиндрах нет выработки;
- не имеет следов повреждения их внутренняя поверхность.
При значительном износе гильз требуется их расточка, а если до этого уже был последний размер, требуется перегильзовка блока цилиндров. Заменить ПК можно на любом вазовском моторе, не снимая ДВС, для этого потребуется снятие ГБЦ и масляного картера. ПК меняют в том случае, если зазор в стыках у них не превышает 1 мм.
Для примера рассмотрим замену поршневых колец на автомобиле ВАЗ-2114 с 8-клапанным ДВС, такую работу необходимо проводить на яме или автоподъемнике:
- выключаем зажигание, ставим КПП на нейтральную передачу, скидываем с АКБ минусовую клемму;
- сливаем тосол, снимаем корпус воздушного фильтра вместе с патрубком (гофрой инжектора);
- снимаем клапанную крышку, распредшестерню, ослабляем ремень ГРМ и отводим его в сторону;
- отсоединяем от ГБЦ вв провода, патрубки системы охлаждения, откручиваем болты головки;
- раскручиваем гайки приемной трубы глушителя;
- полностью освобождаем ГБЦ от всех креплений, которые мешают ее снять, производим съем головки блока;
- если под двигателем есть защита, демонтируем ее;
- подставляем емкость под поддон двигателя, отворачиваем пробку на картере, сливаем масло;
- снимаем нижний лючок корпуса КПП (три болтика);
- головкой с воротком на 10 или торцевым ключом откручиваем все болты масляного поддона;
- демонтируем поддон, снимаем маслоприемник;
отворачиваем гайки шатунов, снимаем нижние шатунные крышки, аккуратно выбиваем поршни с шатунами наверх. Поршни следует выбивать через выколотку из мягкого металла или через деревянный брус. Сначала нужно аккуратно выбить шатунный болт, не повредив на нем резьбу, затем выколотку наставить на торец шатуна – ни в коем случае нельзя бить по вкладышам или посадочному месту под ними;
- шатуны рекомендуется вынимать по одному, и сразу же на них наживлять крышки, между собой крышки путать нельзя, они назад ставятся строго по своим местам, и обязательно замок к замку;
- снимаем с поршней ПК, обломком старого кольца чистим поршневые канавки до чистого металла. Обязательно проверяем чистоту канавки по кругу, кокса в ней оставаться не должно;
- устанавливаем в канавки новые кольца, начинаем с нижнего МПК, затем ставим среднее компрессионное ПК, и в последнюю очередь верхнее. Для установки можно воспользоваться специальным приспособлением, но все же кольца удобнее ставить руками. Если МПК чугунные, их нельзя гнуть по своей оси, можно только аккуратно раздвигать. Компрессионные кольца выгибать тоже нужно аккуратно, по минимуму;
- устанавливаем на место поршень с помощью специальной оправки, забиваем деревянной ручкой молотка либо латунной или бронзовой выколоткой;
- ставим по одному поршню-шатуну, и тут же крепим на каждый шатунную крышку. Затяжку гаек шатунов следует выполнять динамометрическим ключом, усилие – от 4,5 до 5,5 кг;
- затем ставим все на место – маслоприемник, поддон двигателя, головку блока. Заливаем в радиатор тосол, масло в картер, для проверки запускаем мотор. После замены ПК ДВС может поначалу дымить и расходовать масло – движок необходимо обкатать приблизительно 2 тыс. км. Бывает так, что при кажущемся нормальном состоянии гильз ДВС продолжает дымить даже после замены колец после обкатки. В таком случае придется растачивать цилиндры и устанавливать ремонтную поршневую группу.
нутромер для измерения диаметра цилиндра
В разделе Сервис, Обслуживание, Тюнинг на вопрос как измерять внутренний диаметр цилиндра двигателя ВАЗ2101для подбора ремонтных колец ? заданный автором Олег Кошмак лучший ответ это Какие такие «ремонтные кольца»? Цилиндр замеряется нутромером в трёх поясах попеременно под углами 0 и 90 градусов (всего 9 измерений). После измерений делается вывод о геометрии цилиндра (износы бывают эллипс — по окружности, бочка, седло, конус, обратный конус по высоте). Все отклонения от формы нормированы. Только потом принимается решение оставить ли цилиндр без расточки и просто установить в него кольца того же размера, что и был (только новые) , или растачивать цилиндр. Кто вам сказал про «ремонтные кольца»???
Ответ от 2 ответа
Привет! Вот подборка тем с ответами на Ваш вопрос: как измерять внутренний диаметр цилиндра двигателя ВАЗ2101для подбора ремонтных колец ?
Ответ от Николай РоговскийДвигатель разобран помыт берем блок цилиндров и геометрию цилиндров замеряет спец лучше расточник нутромером если износ большой ремонтные кольца не помогут только расточка и лучше ее сделать еа координатке….
Ответ от Denver DenverНутромер вам в помощь.
Ответ от сергей соколовштангелем, там всё равно допуск есть
Ответ от Михаил МасловЕсли у Вас нет возможности расточить все цилиндры под ремонтный размер, то сразу ремонтные кольца устанавливать не следует. Вставьте нормальное кольцо в цилиндр и продвигая его внутрь с помощью старого поршня смотрите на зазор. Практика показывает, что вверху и внизу зазор минимальный. А в середине наибольший. Если зазоры очень большие (до 2,5мм) , то вероятно цилиндр уже был в расточке. В этом случае в него надо установить кольца «первого» или «второго» ремонта. Но при этом в верхней и нижней части цилиндра зазор не должен исчезнуть, иначе сорвёт головку поршня. Если на краях цилиндра зазора нет, а в середине он есть, то торец замка кольца можно слегка подточить. После замены колец потребуется поездить для их притирки.


Ответ от Ёергей Григорьевес-сно нутромером, но делать это должны компетентные специалисты-токари
Ответ от ГригорийНутромером или самими кольцами.
Ответ от 2 ответа
Привет! Вот еще темы с нужными ответами: