

Перецентровка коленвала
Чтобы исключить причины, вызывающие появление остаточных напряжений, в технологию изготовления вала введены дополнительные операции перецентровки: первая — после обтачивания коренных шеек, вторая — после термической обработки. Базой при перецентровках приняты первая и четвертая коренные шейки, что позволило усреднить биение и снизить припуски на последующую обработку
Во время второй перецентровки, производимой на алмазно-расточном станке, кроме корректировки центров улучшается форма центровых фасок, уменьшается шероховатость поверхности, что важно для последующей обработки детали на финишных операциях. Все это позволило ликвидировать операции правки валов, уменьшить и стабилизировать межоперационные припуски и, в конечном итоге, благоприятно сказалось на надежности коленчатых валов в эксплуатации. Проблема снижения остаточных напряжений решена путем внедрения более производительного и прогрессивного способа предварительной обработки коленчатых валов методом кругового фрезерования
При этом методе обработка производится многорезцовыми фрезерными головками, оснащенными твердосплавными неперетачиваемыми пластинками с механическим креплением. Резание ведется на скорости 100—150 м/мин. Коленчатый вал производит за цикл медленный поворот в режиме подачи. Количество шеек, обрабатываемых за один поворот детали, соответствует количеству фрезерных головок. Таким методом можно обрабатывать как коренные, так и шатунные шейки. По сравнению с точением фрезерование характеризуется сравнительно невысокой нагрузкой на коленчатый вал во время обработки. Достигается это соответствующим расположением режущих кромок пластинок фрезерной головки, благодаря чему весь профиль шейки делится на отдельные участки (секторы). При этом режущие кромки инструмента вступают в работу попеременно, что значительно снижает силы резания. Привод круговой подачи осуществляется с обоих концов вала, благодаря чему исключается его деформация и обеспечивается высокая геометрическая точность. Стружка дробится, что также положительно сказывается на параметрах процесса
Проблема снижения остаточных напряжений решена путем внедрения более производительного и прогрессивного способа предварительной обработки коленчатых валов методом кругового фрезерования. При этом методе обработка производится многорезцовыми фрезерными головками, оснащенными твердосплавными неперетачиваемыми пластинками с механическим креплением. Резание ведется на скорости 100—150 м/мин. Коленчатый вал производит за цикл медленный поворот в режиме подачи. Количество шеек, обрабатываемых за один поворот детали, соответствует количеству фрезерных головок. Таким методом можно обрабатывать как коренные, так и шатунные шейки. По сравнению с точением фрезерование характеризуется сравнительно невысокой нагрузкой на коленчатый вал во время обработки. Достигается это соответствующим расположением режущих кромок пластинок фрезерной головки, благодаря чему весь профиль шейки делится на отдельные участки (секторы). При этом режущие кромки инструмента вступают в работу попеременно, что значительно снижает силы резания. Привод круговой подачи осуществляется с обоих концов вала, благодаря чему исключается его деформация и обеспечивается высокая геометрическая точность. Стружка дробится, что также положительно сказывается на параметрах процесса.
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:

После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы.
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование
Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.




Видео: восстановление коленвала.
Устройство двигателя внутреннего сгорания
Несмотря на разнообразие типов и конструкций ДВС, принцип его устройства остается практически неизменным на любой технике. Конечно, отдельные элементы конструкции могут сильно отличаться на разных двигателях, но основные узлы и компоненты очень похожи между собой.
Итак, двигатель внутреннего сгорания состоит из таких конструктивных узлов.
- Блок цилиндров (БЦ) – «оболочка» ЦПГ и всего двигателя в целом, в том числе с рубашкой системы охлаждения.
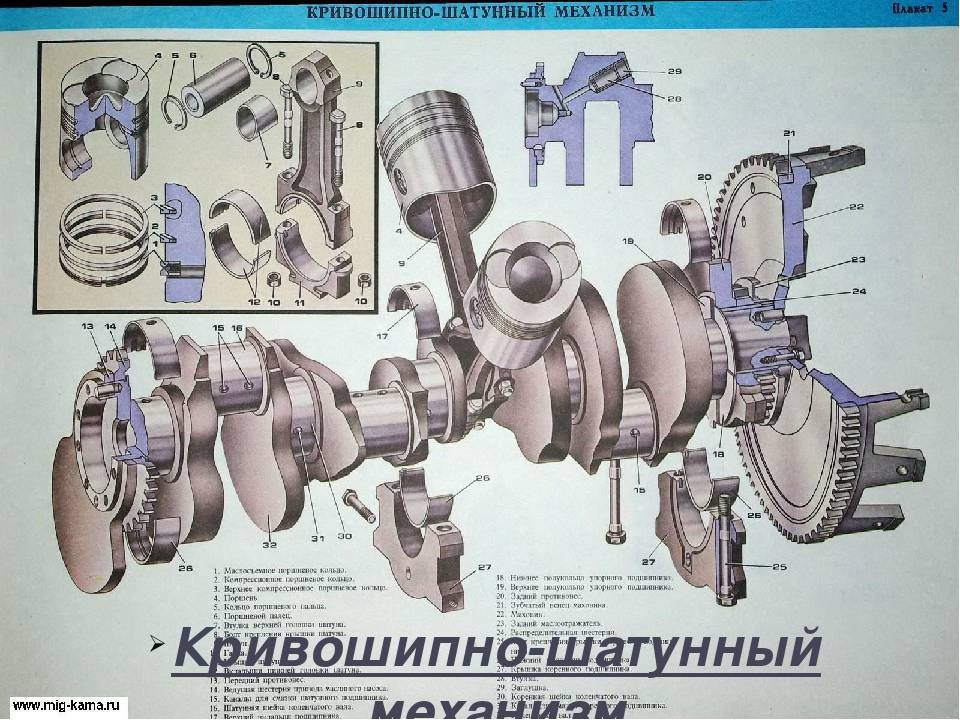
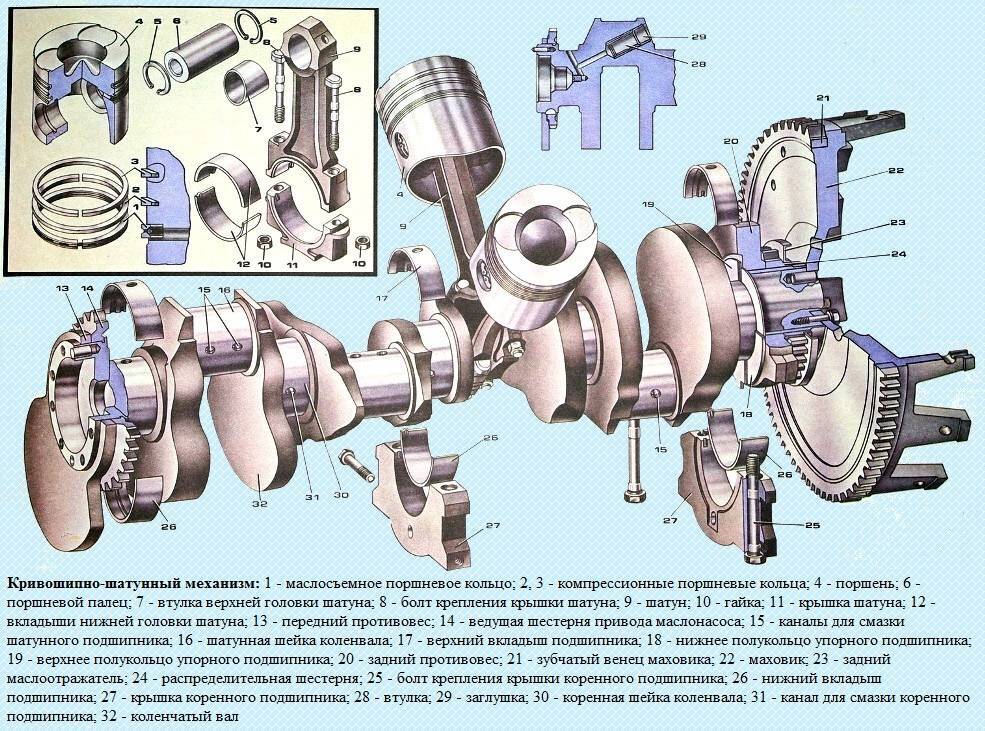
Блок цилиндров - Кривошипно-шатунный механизм, он же КШМ – узел, в котором происходит преобразование прямолинейного движения поршня во вращательное. Состоит из коленвала, поршней, шатунов, маховика, а также подшипников скольжения (вкладышей), на которые опирается коленвал и крепления шатунов.
Кривошипно-шатунный механизм: 1 — цилиндр; 2 — маховик; 3 — шатунный подшипник; 4 — коленчатый вал; 5 — колено; 6 — коренной подшипник; 7 — шатун. - Газораспределительный механизм (ГРМ) – это система подачи в цилиндры топливно-воздушной смеси и отвода выхлопных газов. Состоит из распредвалов, клапанов с коромыслами или штангами, ремня ГРМ, благодаря которому вся система работает синхронно с оборотами коленвала.
Газораспределительный механизм - Система питания – это узел, в котором происходит подготовка топливно-воздушной смеси, которая затем подается в камеры сгорания. В зависимости от конструкции система подачи топлива может быть карбюраторной (одна форсунка на двигатель), инжекторной (форсунки установлены перед впускным клапаном каждого цилиндра), с непосредственным впрыском (форсунка установлена внутри камеры сгорания). Включает в себя топливный бак с фильтром и насосом, карбюратор (опционально), впускной коллектор, форсунки, ТНВД (в дизельных двигателях), воздухозаборника с воздушным фильтром.
Система питания - Система смазки двигателя – обеспечивает подачу смазки в каждый из узлов трения, а также на участки, требующие дополнительного охлаждения (например, на нижнюю часть поршней). Состоит из масляного насоса, подключенного к коленвалу, системы трубок и каналов, выходящих на пары трения, масляного фильтра, масляного поддона. В зависимости от конструкции различаются двигатели с «сухим» и «мокрым» картером. У первых емкость для сбора моторного масла расположена отдельно, во вторых – непосредственно под двигателем.
Система смазки двигателя: 1 – масляный насос; 2 – пробка сливного отверстия картера; 3 – маслоприемник; 4 – редукционный клапан; 5 – отверстие для смазывания распределительных шестерен; 6 – датчик сигнальной лампы аварийного давления масла; 7 – датчик указателя давления масла; 8 – кран масляного радиатора; 9 – масляный радиатор; 10 – масляный фильтр. - Система зажигания – нужна для поджига топливной смеси в камере сгорания. Применяется только на бензиновых двигателях, поскольку дизтопливо воспламеняется само от сжатия. Включает в себя свечи зажигания, высоковольтные провода, катушки зажигания, а также распределитель (трамблер) на двигателях старого типа. В современных моторах система зажигания обходится без трамблера и даже без проводов: используется конструкция «катушка на свече».
Система зажигания двигателя: 1 – генератор; 2 – выключатель зажигания; 3 – распределитель зажигания; 4 – кулачок прерывателя; 5 – свечи зажигания; 6 – катушка зажигания; 7 – аккумуляторная батарея. - Система охлаждения – заботится о поддержании заданной рабочей температуры двигателя. Жидкостная система охлаждения состоит из теплоносителя (охлаждающей жидкости, антифриза), рубашки охлаждения (сеть камер и каналов внутри блока цилиндров), теплообменника (радиатор охлаждения), водяного насоса и термостата.
Система охлаждения - Электросистема – это источники энергии, необходимой для старта двигателя и поддержания его работы. К электросистеме относится аккумуляторная батарея, генератор, стартер, проводка и датчики работы двигателя.
- Выхлопная система – отводит продукты сгорания из двигателя, выполняет функцию доочистки выхлопных газов, регулирует звук работы мотора. Состоит из выпускного коллектора, катализатора и сажевого фильтра (опционально), резонатора, глушителя.
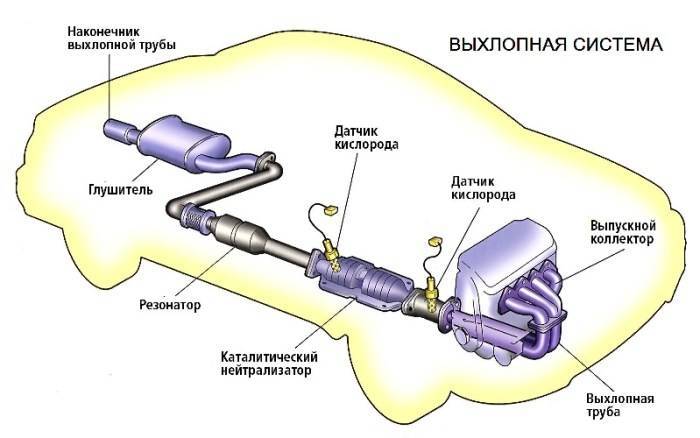
Выхлопная система
Каждая их этих частей постепенно развивается и совершенствуется в зависимости от запросов времени. Стремление к росту мощности сменилось поиском самых надежных и долговечных решений, затем на первое место вышла экономия топлива, а сегодня – забота о природе.
Устройство КШМ
Кривошипно-шатунный механизм двигателя состоит из трех основных деталей:
- Цилиндро-поршневая группа (ЦПГ).
- Шатун.
- Коленчатый вал.
Все эти компоненты размещаются в блоке цилиндров.
Назначение ЦПГ — преобразование выделяемой при горении энергии в механическое действие – поступательное движение. Состоит ЦПГ из гильзы – неподвижной детали, посаженной в блок в блок цилиндров, и поршня, который перемещается внутри этой гильзы.

После подачи внутрь гильзы топливовоздушной смеси, она воспламеняется (от внешнего источника в бензиновых моторах и за счет высокого давления в дизелях). Воспламенение сопровождается сильным повышением давления внутри гильзы. А поскольку поршень это подвижный элемент, то возникшее давление приводит к его перемещению (по сути, газы выталкивают его из гильзы). Получается, что выделяемая при горение энергия преобразуется в поступательное движение поршня.
Для нормального сгорания смеси должны создаваться определенные условия – максимально возможная герметичность пространства перед поршнем, именуемое камерой сгорания (где происходит горение), источник воспламенения (в бензиновых моторах), подача горючей смеси и отвод продуктов горения.
Герметичность пространства обеспечивается головкой блока, которая закрывает один торец гильзы и поршневыми кольцами, посаженными на поршень. Эти кольца тоже относятся к деталям ЦПГ.
Шатун
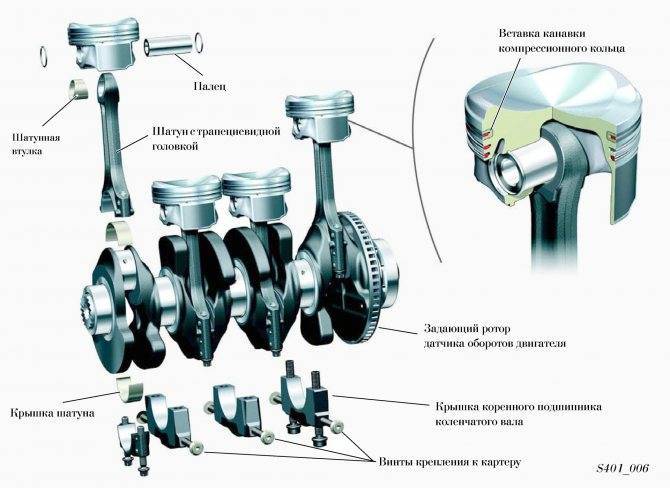
Следующий компонент КШМ – шатун. Он предназначен для связки поршня ЦПГ и коленчатого вала и передает механических действий между ними.





Шатун представляет собой шток двутавровой формы поперечного сечения, что обеспечивает детали высокую устойчивость на изгиб. На концах штока имеются головки, благодаря которым шатун соединяется с поршнем и коленчатым валом.
По сути, головки шатуна представляют собой проушины, через которые проходят валы обеспечивающие шарнирное (подвижное) соединение всех деталей. В месте соединения шатуна с поршнем, в качестве вала выступает поршневой палец (относится к ЦПГ), который проходит через бобышки поршня и головку шатуна. Поскольку поршневой палец извлекается, то верхняя головка шатуна – неразъемная.
В месте соединения шатуна с коленвалом, в качестве вала выступают шатунные шейки последнего. Нижняя головка имеет разъемную конструкцию, что и позволяет закреплять шатун на коленчатом валу (снимаемая часть называется крышкой).
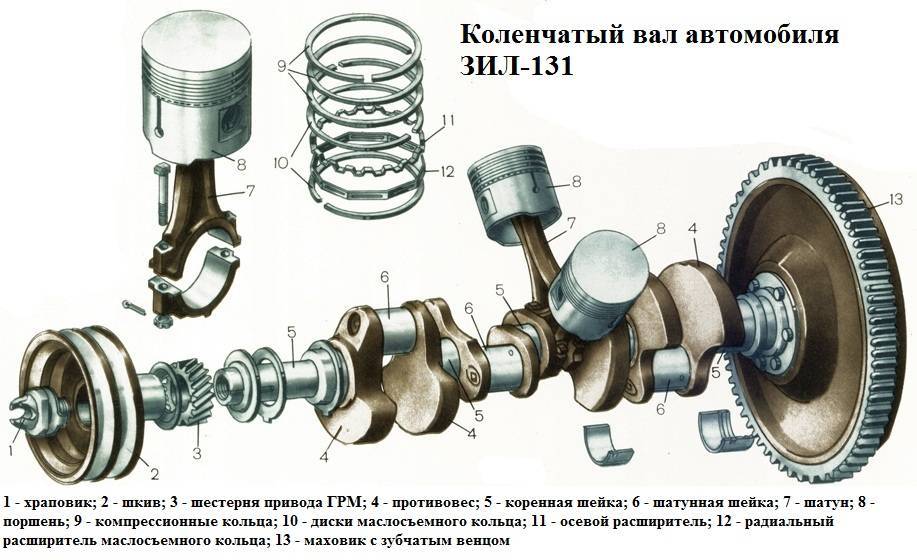
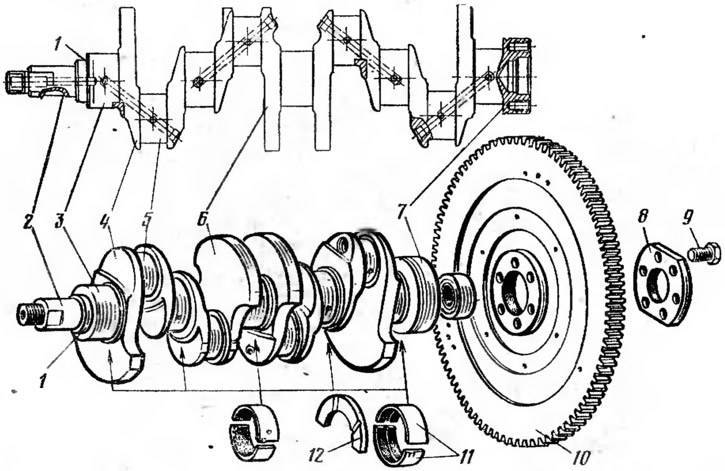
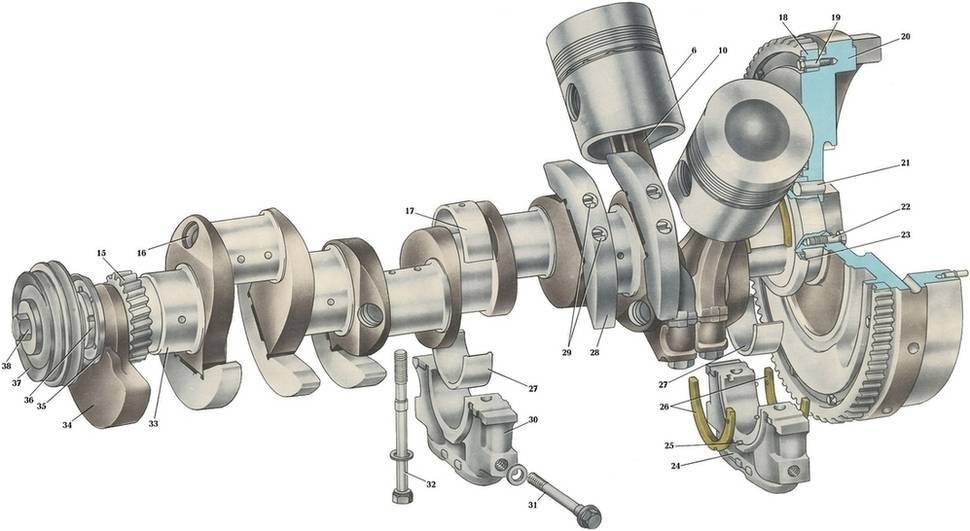
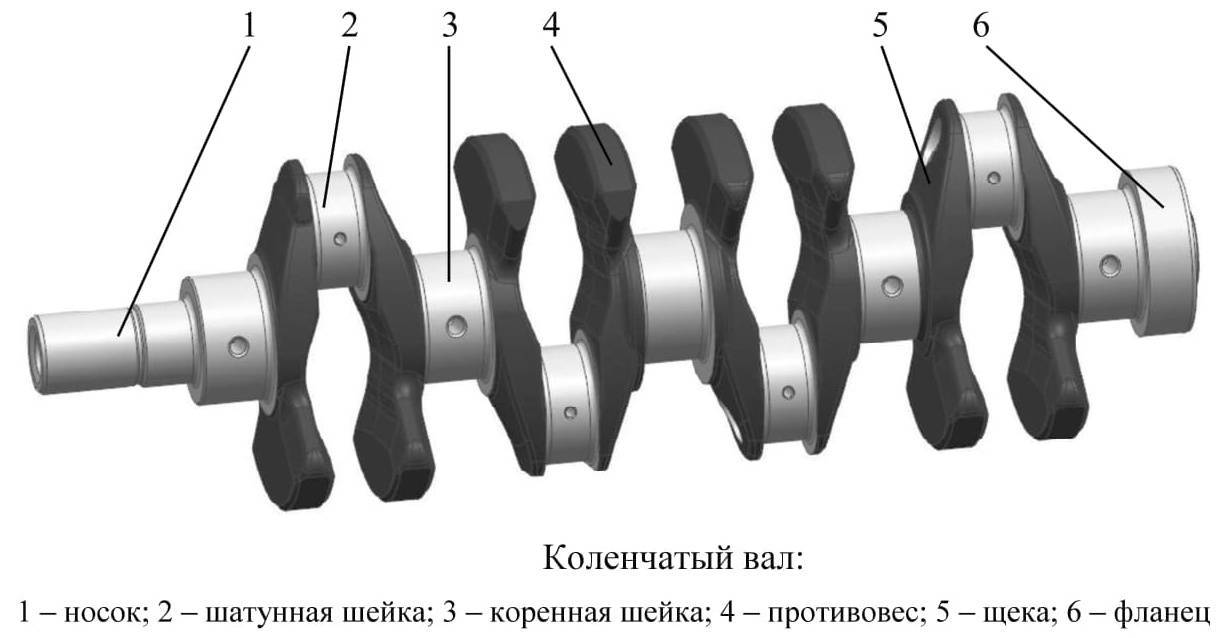
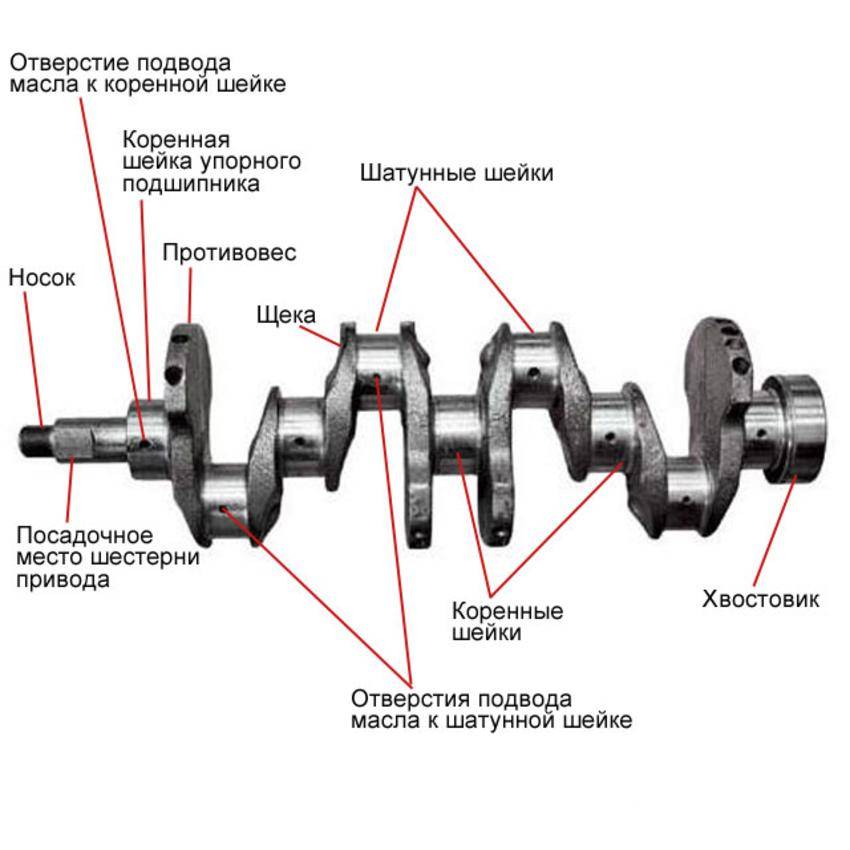
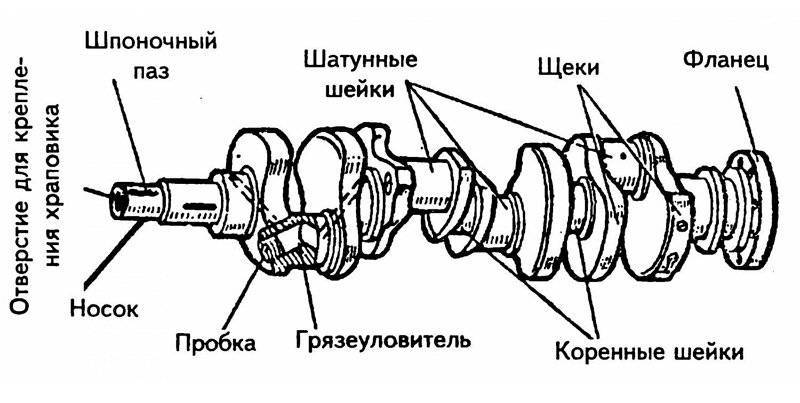
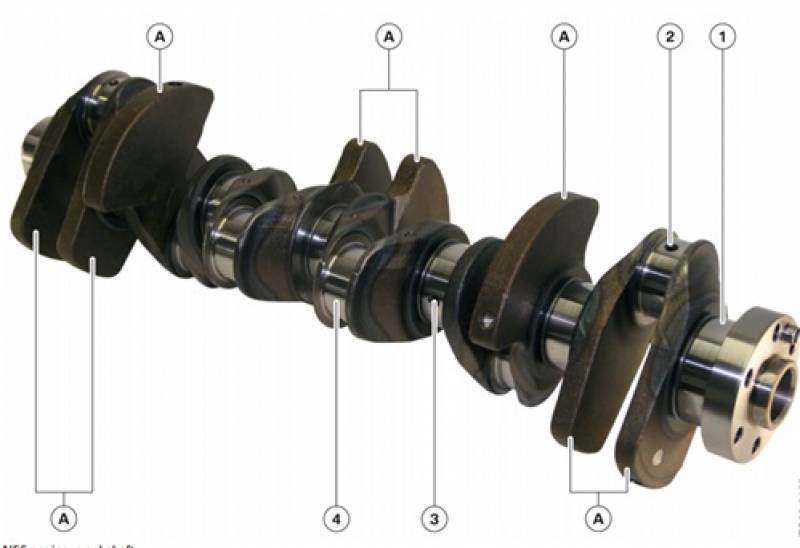
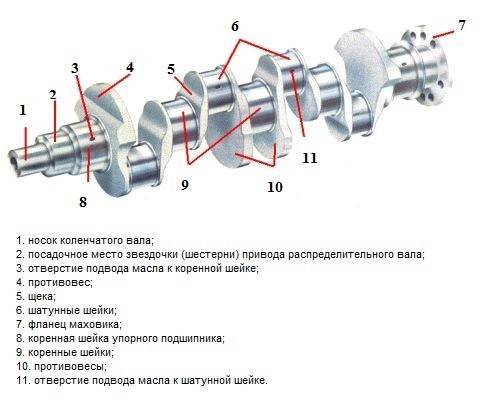
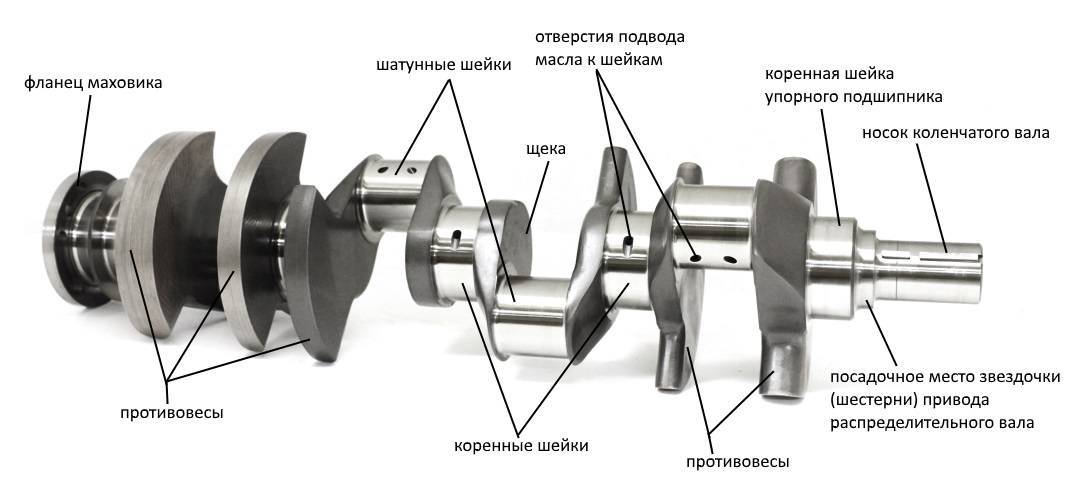
Коленчатый вал
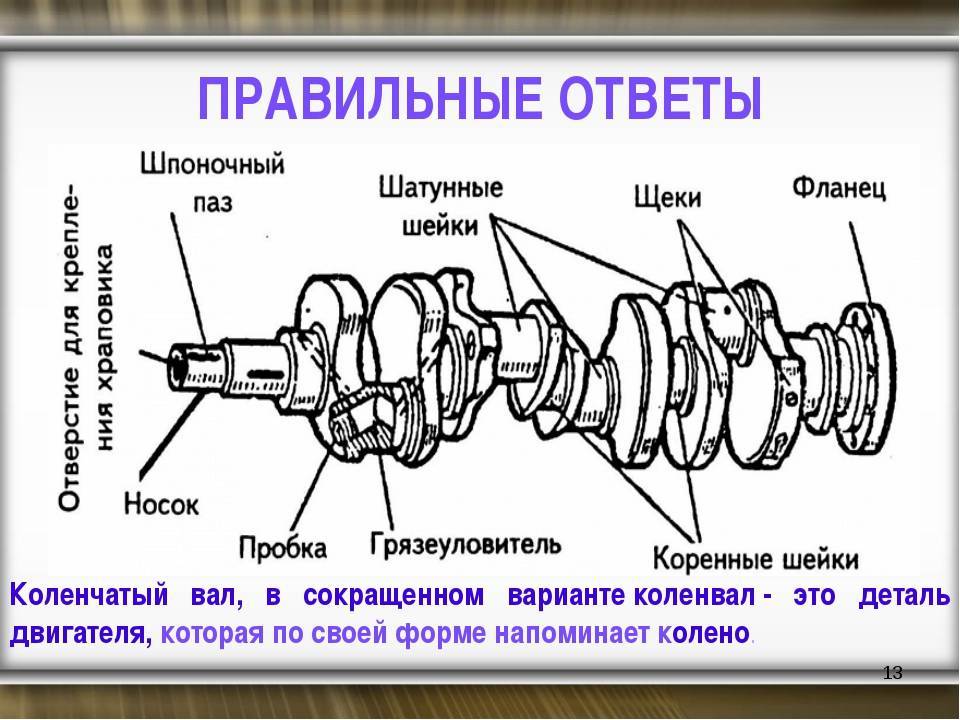
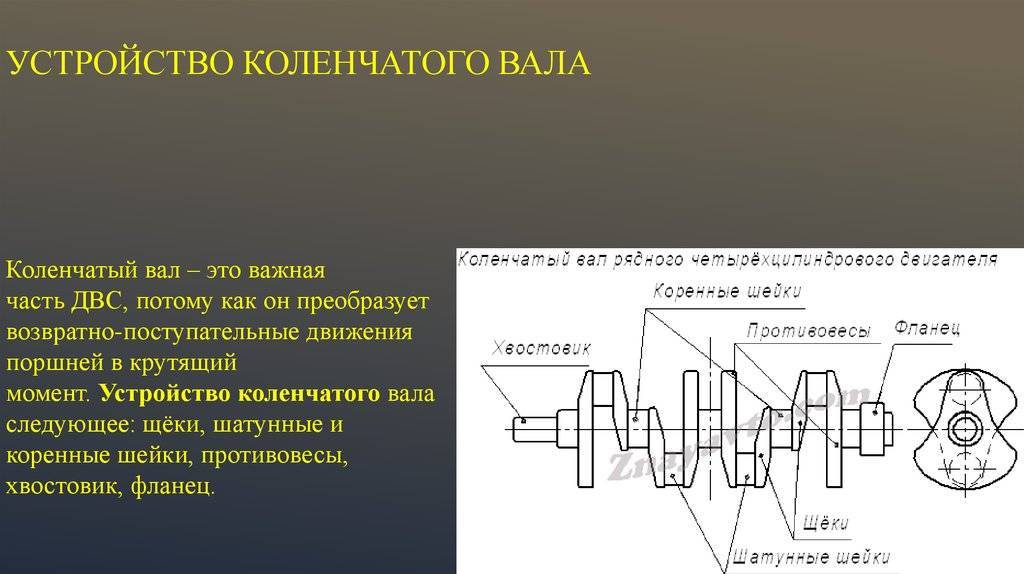
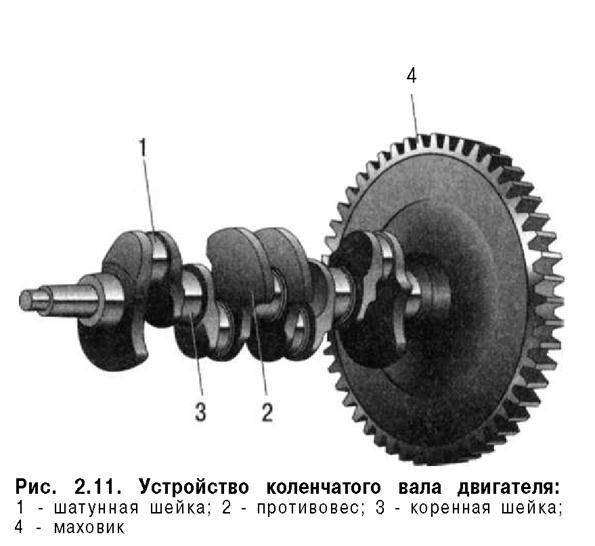
Назначение коленчатого вала — это обеспечение второго этапа преобразования энергии. Коленвал превращает поступательное движение поршня в свое вращение. Этот элемент кривошипно-шатунного механизма имеет сложную геометрию.
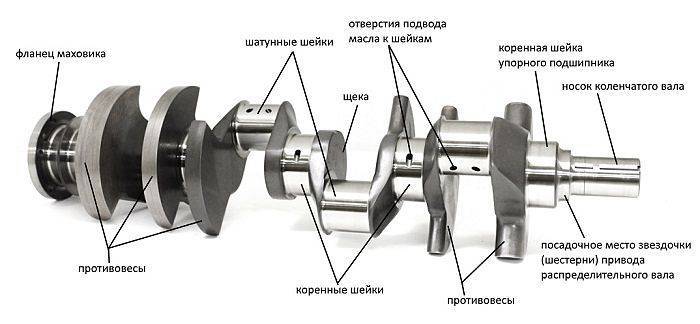
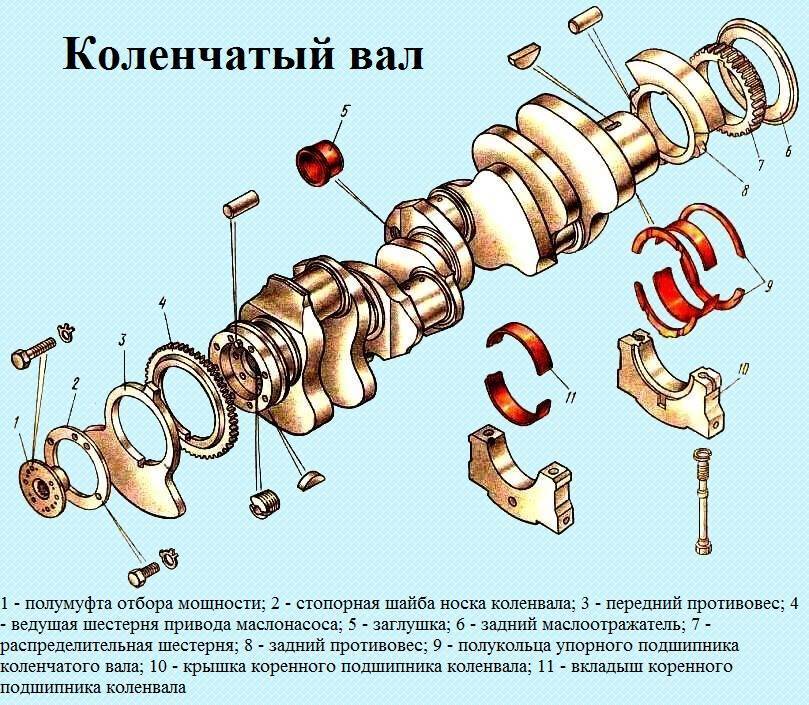
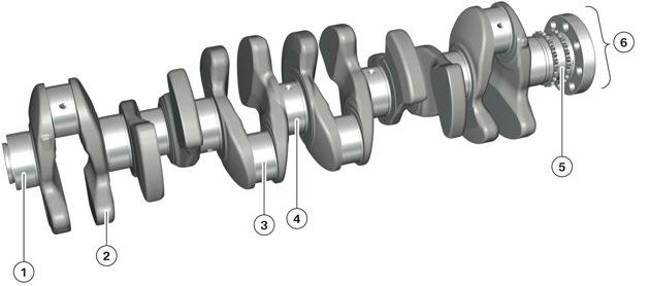
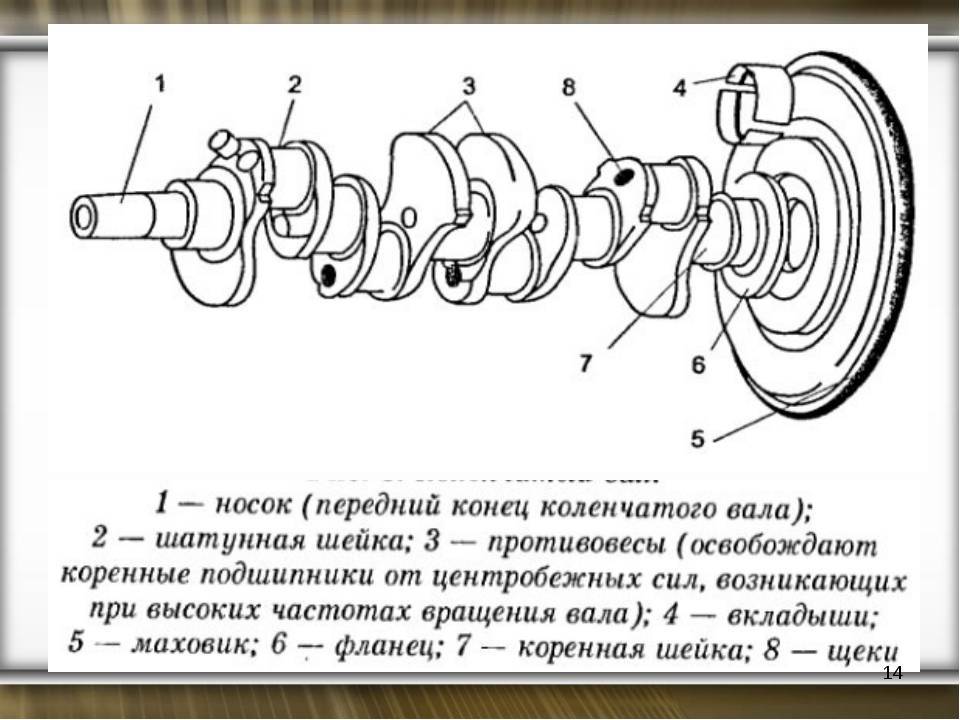
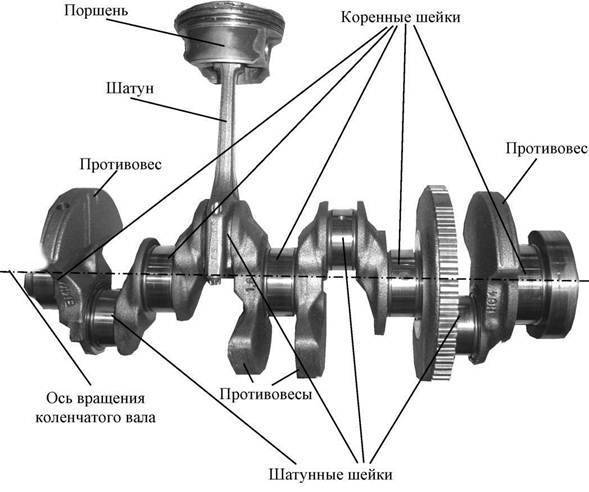
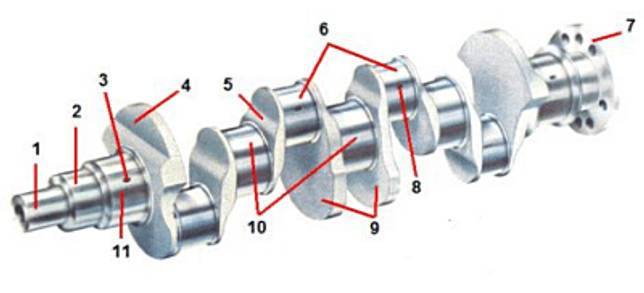
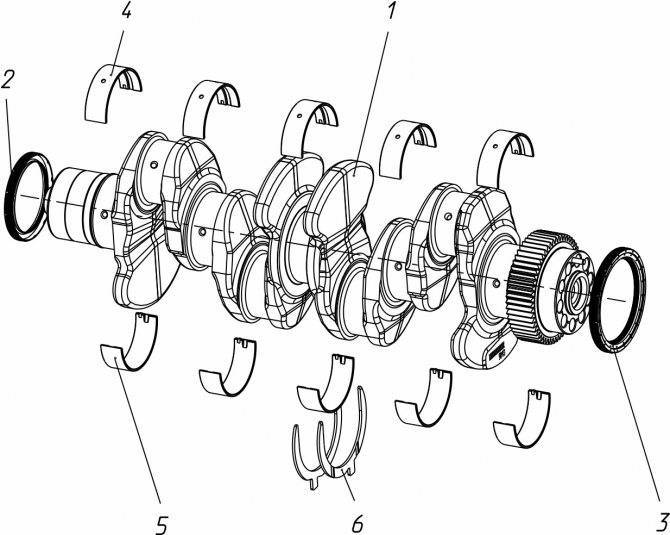
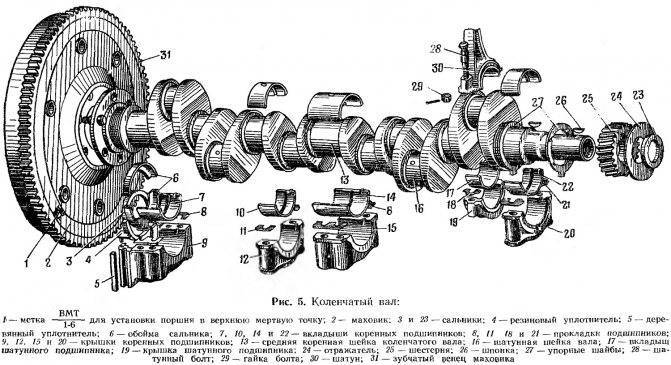
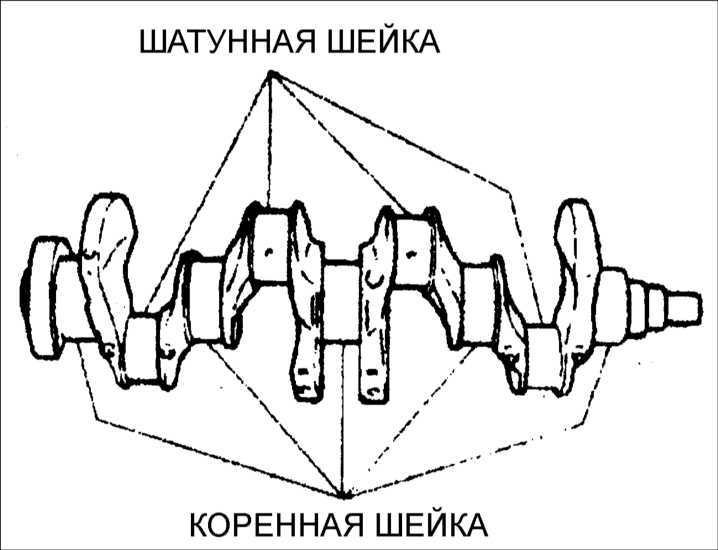
Состоит коленвал из шеек – коротких цилиндрических валов, соединенных в единую конструкцию. В коленвале используется два типа шеек – коренные и шатунные. Первые расположены на одной оси, они являются опорными и предназначены для подвижного закрепления коленчатого вала в блоке цилиндров.
В блоке цилиндров коленчатый вал фиксируется специальными крышками. Для снижения трения в местах соединения коренных шеек с блоком цилиндров и шатунных с шатуном, используются подшипники трения.
Шатунные шейки расположены на определенном боковом удалении от коренных и к ним нижней головкой крепится шатун.
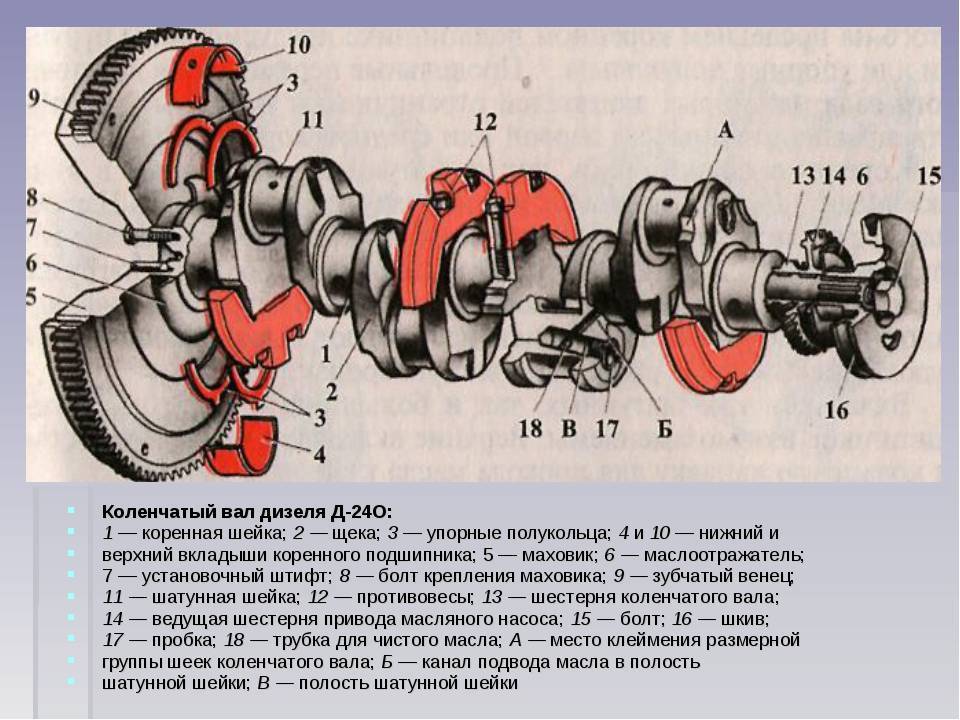
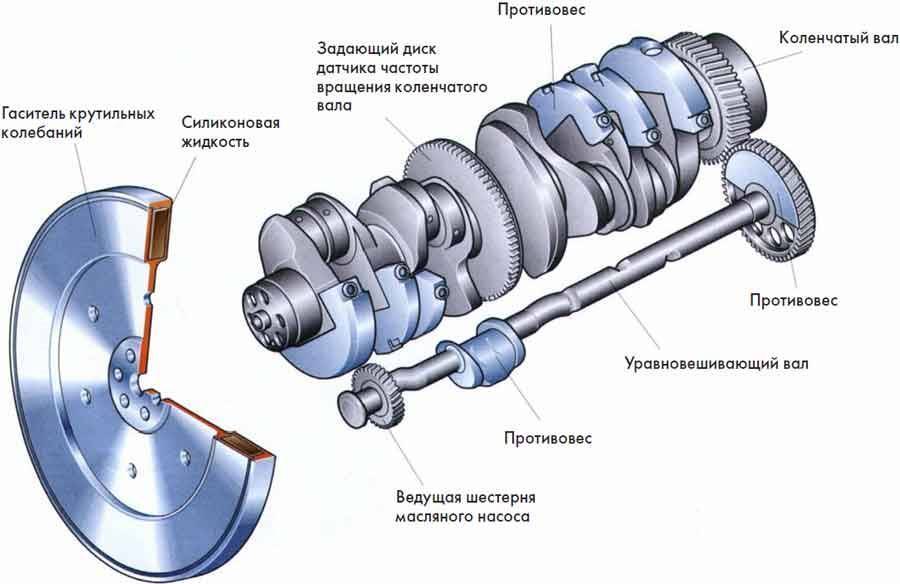
Коренные и шатунные шейки между собой соединяются щеками. В коленчатых валах дизелей к щекам дополнительно крепятся противовесы, предназначенные для снижения колебательных движений вала.
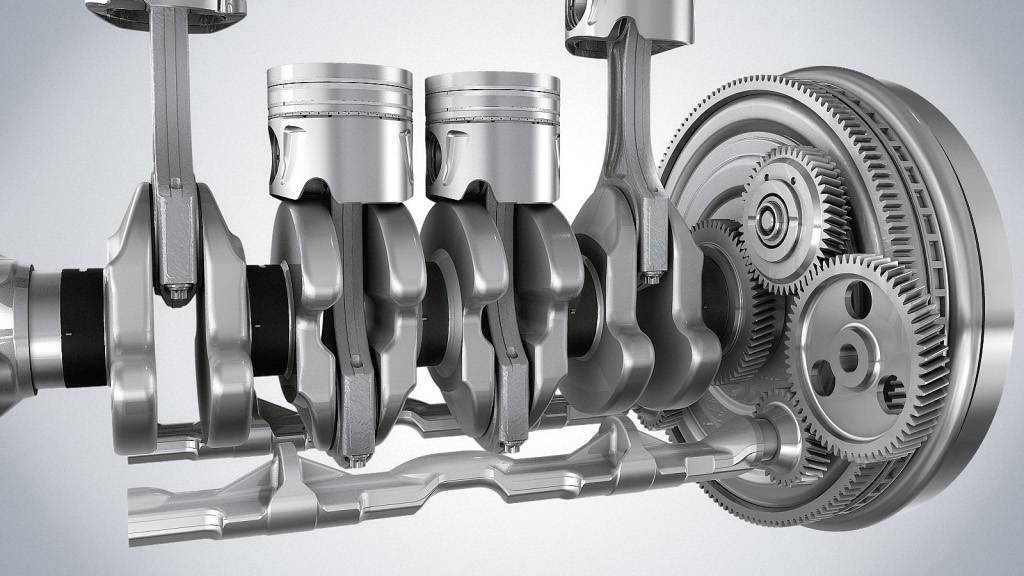
Шатунные шейки вместе с щеками образуют так называемый кривошип, имеющий П-образную форму, который и преобразует поступательного движения во вращение коленчатого вала. За счет удаленного расположения шатунных шеек при вращении вала они движутся по кругу, а коренные — вращаются относительно своей оси.
Количество шатунных шеек соответствует количеству цилиндров мотора, коренных же всегда на одну больше, что обеспечивает каждому кривошипу две опорных точки.
На одном из концов коленчатого вала имеется фланец для крепления маховика – массивного элемента в виде диска. Основное его назначение: накапливание кинетической энергии за счет которой осуществляется обратная работа механизма – преобразование вращения в движение поршня. На втором конце вала расположены посадочные места под шестерни привода других систем и механизмов, а также отверстие для фиксации шкива привода навесного оборудования мотора.

4. Кривошипно-шатунный механизм
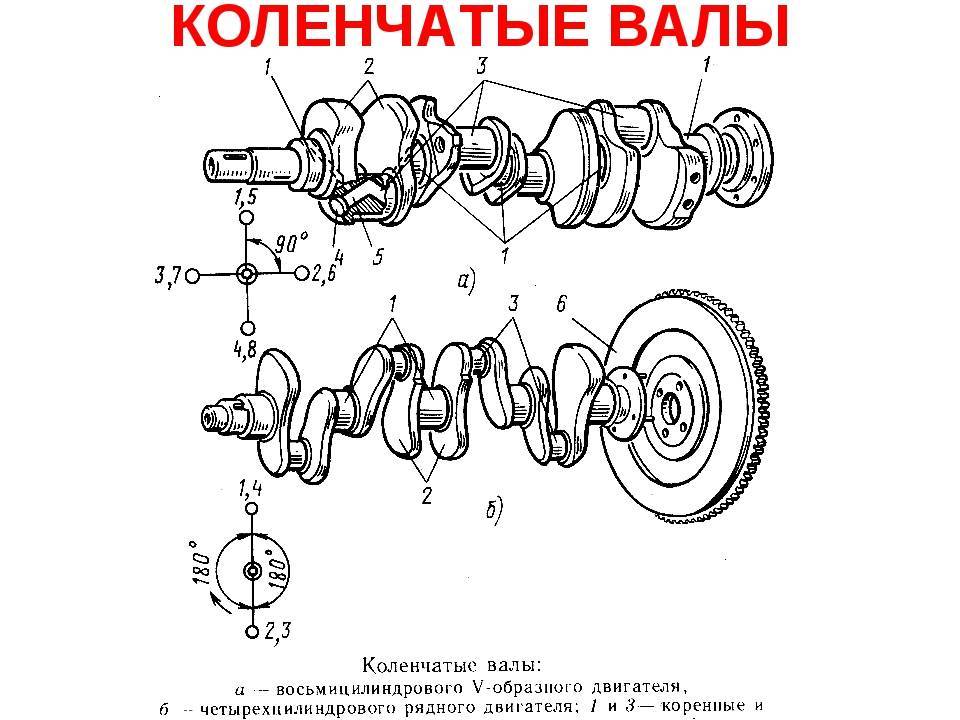
Форма коленчатого вала
Форма коленчатого вала зависит от количества и расположения цилиндров, их порядка работы и тактов, которые выполняются цилиндропоршневой группой. В зависимости от этих факторов коленвал может быть с разным количеством шатунных шеек. Есть моторы, в которых на одну шейку воздействует нагрузка от нескольких шатунов. Примером таких агрегатов служат ДВС V-образной формы.



Даная деталь должна изготавливаться так, чтобы в процессе вращение на высоких оборотах была максимально минимизирована вибрация. В зависимости от количества шатунов и порядка образования вспышек в коленвалах могут использоваться противовесы, но также существуют и модификации без этих элементов.
Все коленчатые валы делятся на две категории:
- Полноопорные коленвалы. Количество коренных шеек увеличено на оду по сравнению с шатунными. Это обусловлено тем, что по бокам каждой шатунной шейки стоят опоры, которые также служат осью кривошипно-шатунного механизма. Такие коленвалы используются чаще всего, так как производитель может использовать облегченный материал, что влияет на КПД двигателя.
- Неполноопорные коленвалы. В таких деталях коренных шеек меньше, чем шатунных. Такие детали изготавливаются из более прочных металлов, чтобы в процессе вращения они не деформировались и не сломались. Однако такая конструкция приводит к увеличению веса самого вала. В основном такие коленчатые валы использовались в низкооборотных моторах прошлого столетия.
Полноопорная модификация показала себя более легкой и надежной, поэтому ее используют в современных ДВС.
Характерные неисправности
Будет справедливо назвать распределительный вал достаточно надёжным и долговечным элементом двигателя. Зачастую деталь изнашивается только к моменту первого серьёзного ремонта силовой установки. Для автомобилистов, в распоряжении которых оказался двигатель без наличия гидрокомпенсаторов, рекомендуется каждые 10-15 тысяч километров проверять зазоры распределительного вала, оснащённого рокерами, и настраивать их по мере необходимости. Вне зависимости от типа ДВС, во всех моторах обязательно в процессе эксплуатации контролируется степень натяжения цепи или ремня газораспределительного механизма. Они более ограничены по сроку своей службы, чем сам распредвал. Распределительные валы относятся к трущимся деталям двигателя, а потому наиболее опасным явлением для них считается механический износ. Ещё одной характерной неисправностью для распредвала считается выход из строя подшипника, разрушение и деформация сальника. Если элементы распредвала выходят из строя, это запускает цепную реакцию, в результате которой ломаются иные компоненты силовой установки. Поломка распредвала обычно обусловлена:
- естественным износом элемента;
- низким давлением масла в смазочной системе;
- использованием низкокачественных масел;
- дефицитом масла в системе;
- нарушением температурного режима работы двигателя;
- механическими повреждениями.

В случае с механическими повреждениями чаще всего ломаются натяжные ролики и ремни распредвала, которые ограничены по сроку службы. Когда происходит разрыв ремня газораспределительного механизма, сами распредвалы могут серьёзно пострадать. В итоге можно выделить несколько наиболее часто встречающихся поломок в конструкции распределительных валов:
- механическая поломка компонентов;
- износ подшипников;
- износ кулачков;
- деформация вала.
Всё это не обязательно происходит сугубо по причине естественного износа. Многие автомобилисты сталкиваются с проблемой заводского брака. Тут речь идёт о недостатках конструкции, ошибках в проектировании или использовании некачественных компонентов при изготовлении распределительного вала. Но это в основном встречается на бюджетных автомобилях. Определить неисправность, возникшую в распределительном валу, можно по характерному стуку. Он появляется при возникновении рассмотренных поломок и неисправностей. Но не всегда причина стука именно в самом распредвале. Также посторонние стуки иногда возникают, если автомобилист залил в двигатель плохое или не подходящее этому мотору моторное масло, либо подача топлива не была должным образом отрегулирована после вмешательства в систему по причине ремонта или замены компонентов.
Всё это приводит к потере синхронности в процессе работы клапанов цилиндров двигателя и кулачков. В результате мотор теряет свою мощность, начинает потреблять значительно больше топлива, а также отмечается нестабильная работа в разных режимах. Во многом жизнеспособность и продолжительность эксплуатации распределительного вала зависит от грамотности эксплуатации двигателя. Если соблюдать все правила по обслуживанию и содержанию мотора, распредвал сможет проработать в течение всего срока службы двигателя вплоть до капитального ремонта. Иногда, даже после капитального восстановления, старый распределительный вал остаётся в хорошем состоянии, что позволяет и дальше его использовать.

Замена распределительных валов на двигателях внутреннего сгорания является крайне ответственной и сложной задачей. Она требует проведения обязательной предварительной проверки и доработки поверхностей по мере необходимости. Если этого не сделать, уже новый распредвал начнёт очень быстро изнашиваться. В конечном итоге он за короткий срок полностью выйдет из строя
Специалисты отмечают, что при возникновении необходимости замены в двигателе его распределительного вала, крайне важно параллельно заменить все элементы, работающие в непосредственном контакте с распредвалом
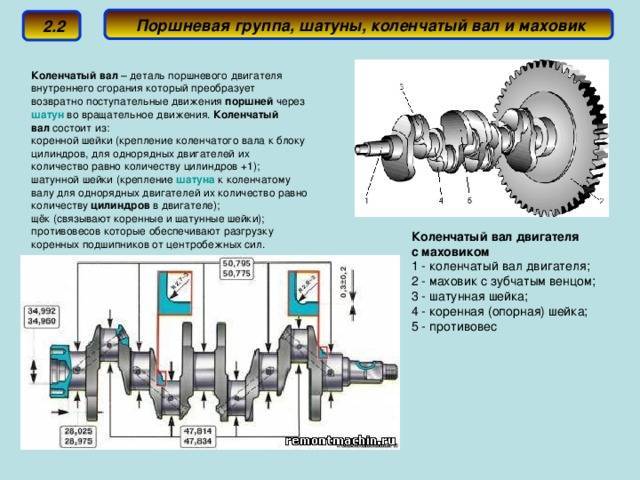
Материал и технология изготовления заготовок коленчатых валов
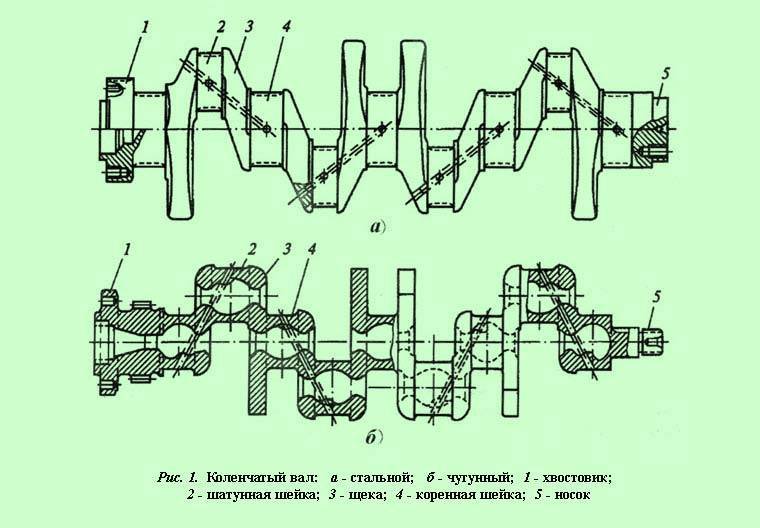
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.




Стальные коленчатые валы
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле[источник не указан 199 дней].
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC)[источник не указан 199 дней].
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом[источник не указан 199 дней].
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине[источник не указан 199 дней].
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными[источник не указан 199 дней].
Чугунные коленчатые валы
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве[источник не указан 199 дней].
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Основные признаки загрязнения
Рекомендуется периодически проводить чистку внутренней поверхности. Это связано с тем, что избежать образования сажи на поверхности практически невозможно, при длительной эксплуатации автомобиля коллектор покрывается слоем сажи толщиной в несколько миллиметров. Некоторые признаки также могут указывать на необходимость в проведении чистки:
- Весь образующийся нагар остается внутри конструкции и со временем накапливается, снижая пропускную способность.
- Существенно увеличивается показатель расхода топлива. Для того чтобы расход находился в пределе нормы, горючая смесь должна состоять из определенного количества топлива и воздуха. Кроме этого, неправильно обогащенная смесь снижает основные показатели работы ДВС.
- Снижается мощность, и теряется динамика разгона. Определить падение мощности двигателя довольно сложно, так как это происходит постепенно. Лишь при диагностике транспортного средства можно определить показатель мощности.
- На низких оборотах может появиться вибрация и тряска. Из-за снижения пропускной способности повышается давление, которое и приводит к вибрации.
- Автомобиль плохо держит холостой ход, обороты падают. Часто встречается ситуация, когда на холостом ходу двигатель практически полностью глохнет. Это происходит также при плохом обогащении топливной смеси.
- В некоторых случаях загрязняющие вещества кристаллизуются, откалываются и попадают на клапан. Загрязнение клапанов усложняет их ход, появляются сильный стук и шум. Накапливающаяся масса на клапанах усложняет их ход.
Сильное загрязнение впускной системы происходит по причине высокого потребления масла при повреждении цилиндропоршневой группы. Это еще в большей степени усугубляет сложившуюся ситуацию, двигатель окончательно теряет свои качества.
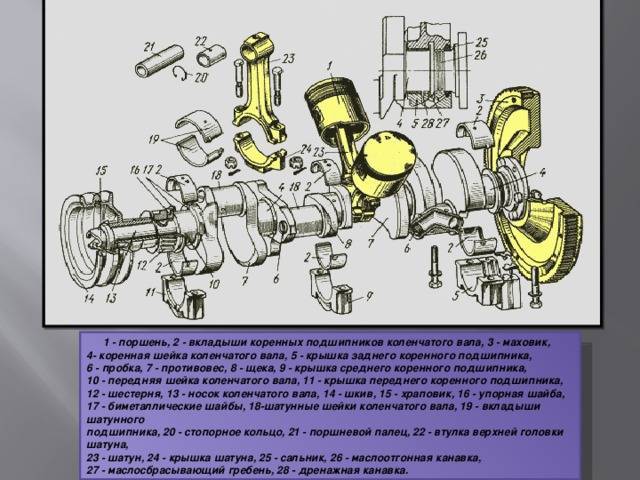
Замена
Все официальные мануалы рекомендуют производить замену вкладышей коленвала с полным разбором двигателя, но на самом деле, это не обязательно. Все можно делать прямо на автомобиле. И если с шатунными подшипниками все более или менее понятно. Достаточно просто раскрутить головку, вытащить старую деталь, после чего установить новый вкладыш. То вот с остальными возникают вопросы, ведь на первый взгляд к ним не подобраться, не сняв коленвала. Но, тут приходит на помощь опыт флотских мотористов. На больших судовых дизелях длина коленвала может достигать 10-15 метров, соответственно, для замены подшипников его не снимают. Имеется неплохая методика, которая позволяет это делать непосредственно на двигателе. Задача автомеханика приспособить ее к своим целям.Перед началом работы нужно загнать автомобиль на эстакаду или смотровую яму. Это сделает доступ к мотору снизу абсолютно свободным. Также снимается защита (при наличии), и сливается масло. После этого можно приступать к замене:
- Снимается коробка. Лучше сделать это заранее. В некоторых случаях можно обойтись и без этого, но лучше подготовиться загодя, это позволит затратить меньше времени в дальнейшем;
- Снимается передняя крышка. Ослабляется ремень (цепь) привода распредвала. Лучше ее снять полностью;
- Демонтируется стартер;
- Далее необходимо снять поддон. В принципе, особых проблем с этой работой быть не должно. Но, на некоторых моделях будет мешать передняя балка. В таком случае, потребуется открутить подушки крепления мотора, и немного приподнять его. После этого можно свободно вытащить поддон;
- Так вы доберетесь до коленчатого вала. Обычно начинают замену с шатунных вкладышей. Тут все просто. Откручивают винты крепления головки, вытаскивают старые подшипники, после чего, устанавливают новые детали. Перед установкой следует смазать вкладыши моторным маслом;
- Перед заменой коренных подшипников, следует приспустить коленвал. Для этого, ослабляют его крепление к маховику. Достаточно приспустить его на 10-15 мм .;
- Далее вытаскивают вкладыши. Чтобы выполнить это, проще всего сделать приспособление, наподобие алюминиевой заклепки. Ее вставляют в отверстие для подачи смазки, и выталкивают подшипник наружу. Иногда, водители пользуются для этого стальными линейками, но в этом случае можно повредить рабочую поверхность коленвала.
После снятия вкладыша, обязательно осмотрите его состояние. Если виден простой износ без задиров, то можно спокойно ставить новые запчасти. В случае с наличием видимых повреждений, желательно снять коленвал, и отшлифовать его.Установка на место вкладышей у большей части моделей двигателей производится руками. Если это не удается, то можно воспользоваться том же приспособлением, который применяли для извлечения подшипников. Перед установкой смажьте вкладыши



Обратите внимание на правильность установки деталей, усик должен попасть в предназначенный для него паз.При сборке необходимо помнить, что затяжка винтов должна производиться с определенным производителем усилием. Поэтому, воспользуйтесь динамометрическим ключом для окончательной затяжки крепежей. Это позволит избежать самопроизвольного откручивания деталей
Заключение. Каждый автолюбитель хоть раз, но сталкивался с неисправностями мотора. Причем проявиться износ может и через 100000 километров, и через 500000. Тут многое зависит от конкретной модели, а также особенностей эксплуатации. Многие люди интересуются, как заменить вкладыши коленвала не снимая двигатель. Сделать это вполне возможно, но проще все же будет снять мотор, да и надежность ремонта непосредственно на машине будет хромать
Это позволит избежать самопроизвольного откручивания деталей. Заключение. Каждый автолюбитель хоть раз, но сталкивался с неисправностями мотора. Причем проявиться износ может и через 100000 километров, и через 500000. Тут многое зависит от конкретной модели, а также особенностей эксплуатации. Многие люди интересуются, как заменить вкладыши коленвала не снимая двигатель. Сделать это вполне возможно, но проще все же будет снять мотор, да и надежность ремонта непосредственно на машине будет хромать.