Поршневые группы
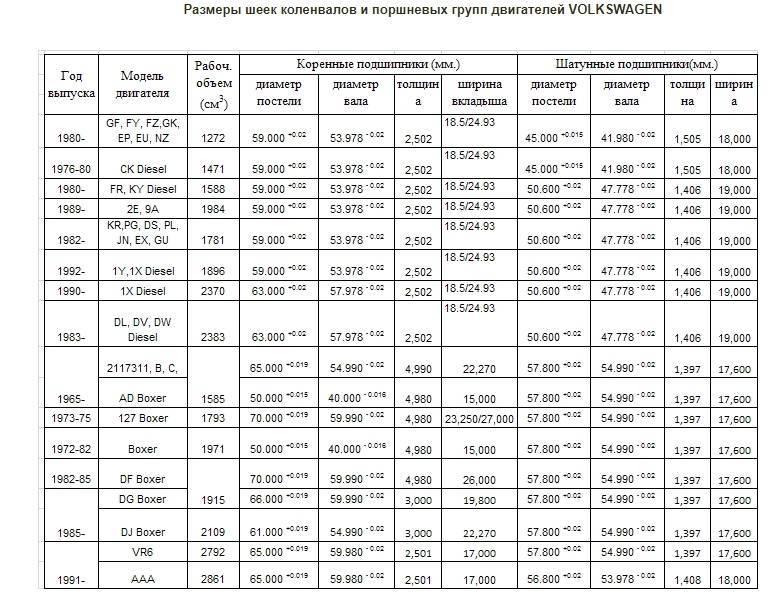
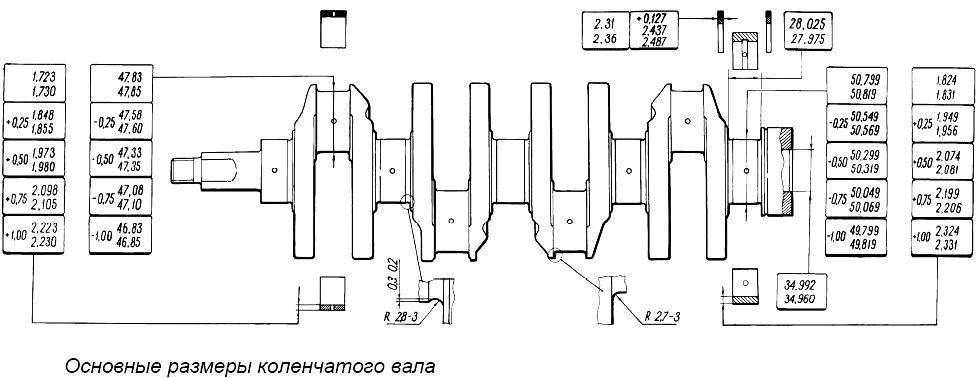
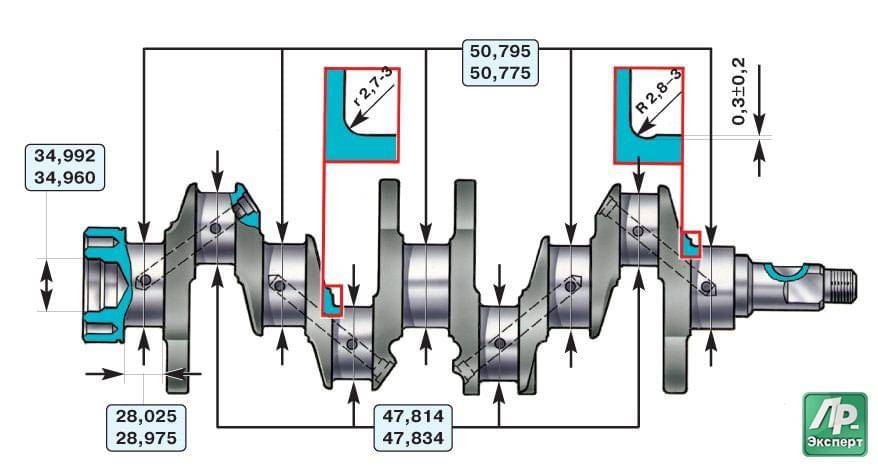
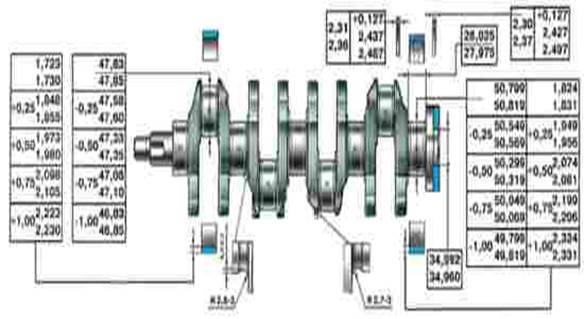
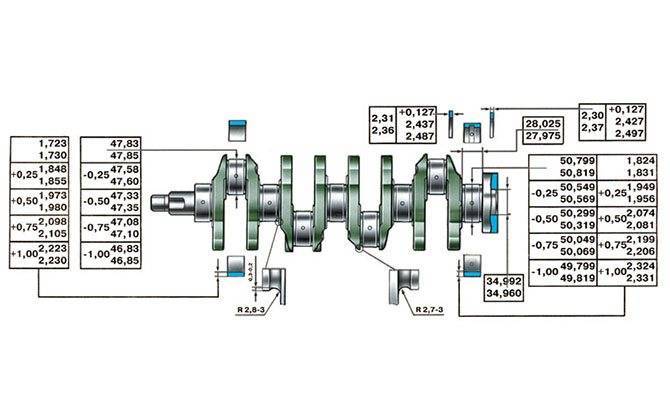
Размеры коренных и шатунных шеек коленвала.
Марка ДВС | Шейка вала | Стандарт | P1 | P2 | P3 | P4 | P5 | P6 | Твер. шеек | Радиус кривошипа |
ЯМЗ – 236, ЯМЗ – 238. | Кор. | 110,00-0,015 | 109,75-0,015 | 109,50-0,015 | 109,25-0,015 | 109,00-0,015 | 108,75-0,015 | 108,50-0,015 | 45 | 70,00 + – 0,12 |
Шат. | 88,00-0,015 | 87,75-0,015 | 87,50-0,015 | 87,25-0,015 | 87,00-0,015 | 86,75-0,015 | 86,50-0,015 | |||
ЯМЗ-7511 | Кор. | 110,00-0,022 | 109,75-0,022 | 109,50-0,022 | ||||||
Шат. | 88,00-0,022 | 87,50-0,022 | 87,25-0,022 | |||||||
ЯМЗ – 650 | Кор. | 101,966-0,022 | 101,716-0,022 | 101,466-0,022 | 101,216-0,022 | 100,966-0,022 | ||||
Шат. | 76,96-0,022 | 76,71-0,022 | 76,46-0,022 | 76,21-0,022 | 75,96-0,022 | |||||
ЯМЗ-240БМ | Кор. | 45 | 70,00 + – 0,12 | |||||||
Шат. | 88,00 -0,015 | 87,75 -0,015 | 87,50 -0,015 | 87,25 -0,015 | 87,00 -0,015 | 86,75 -0,015 | 86,50 -0,015 | |||
ЯМЗ-8421, 8423,8481,8482 | Кор. | 248-286 НВ | 70,00 + – 0,12 | |||||||
Шат. | 90,00 -0,015 | 89,95 -0,015 | 89,75 -0,015 | 89,50 -0,015 | ||||||
КамАЗ 740 | Кор. | 95,00 -0,015 | 94,50 -0,015 | 94,00 -0,015 | 93,50 -0,015 | 93,00 -0,015 | HV 600 | 60.00 +- 0.05 | ||
Шат. | 80,00 -0,013 | 79,50 -0,013 | 79,00 -0,013 | 79,60 -0,013 | 78,00 -0,013 |
Размеры коренных и шатунных шеек коленвала.
Марка ДВС | Шейка вала | Н1 | Н2 | P1 | P2 | P3 | P4 | P5 | P6 | Твер. шеек | Радиус кривошипа |
А-01, А-41. | Кор. | 105,00-0,023 | 104,75-0,023 | 104,50-0,023 | 104,25-0,023 | 104,00-0,023 | 103,75-0,023 | 52 | 70,00 +-0,10 | ||
Шат. | 88,00-0,023 | 87,75-0,023 | 87,50-0,023 | 87,25-0,023 | 87,00-0,023 | 86,75-0,023 | |||||
Д-160, Д-108 | Кор. | 95,21 -0,022 | 94,96-0,022 | 94,46-0,022 | 93,96-0,022 | 93,46-0,022 | 92,96-0,022 | 48 | 102,5 +- 0,15 | ||
Шат. | 92,21-0,022 | 91,96-0,022 | 91,21 -0,022 | 90,46-0,022 | 89,71-0,022 | 88,96-0,022 | |||||
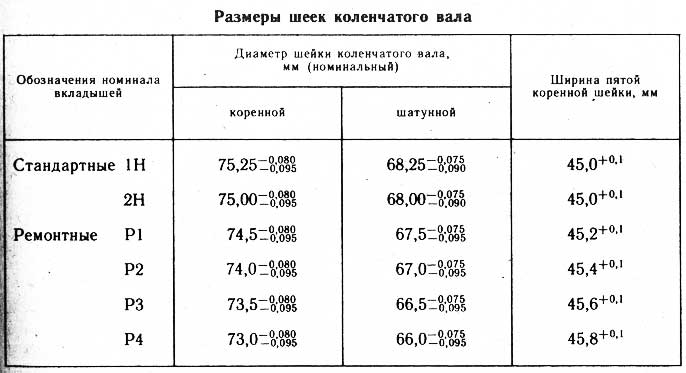
Д-240 (МТЗ) Д-245 (Бычек) Д-248, Д-50 | Кор. | 75,25 -0,082 -0,101 | 75,00 -0,082 -0,101 | 74,50-0,082 -0,101 | 74,00-0,082 -0,101 | 73,50-0,082 -0,101 | 73,00-0,082 -0,101 | 46 | 62,50 +-0,04 | ||
Шат. | 68,25 – 0,077 – 0,096 | 68,00 – 0,077 – 0,096 | 67,50 – 0,077 – 0,096 | 67,00 – 0,077 – 0,096 | 66,50 – 0,077 – 0,096 | 66,00 – 0,077 – 0,096 | |||||
Д-260 | Кор. | 85,25-0,085 -0,104 | 85,00-0,085 -0,104 | 84,50-0,085 -0,104 | 84,00-0,085 -0,104 | 83,50-0,085 -0,104 | 83,00-0,085 -0,104 | ||||
Шат. | 73,00-0,100 -0,119 | 72,75-0,100 -0,119 | 72,25-0,100 -0,119 | 71,75-0,100 -0,119 | 71,25-0,100 -0,119 | 70,75-0,100 -0,119 | |||||
Д21А,120,130 Д-144,145 ,37Е | Кор. | 70,25-0,065 -0,085 | 70,00-0,065 -0,085 | 69,50-0,065 -0,085 | 69,00-0,065 -0,085 | 68,50-0,065 -0,085 | 68,00-0,065 -0,085 | 45 | 60,00 +-0,04 | ||
Шат. | 65,25-0,060 -0,080 | 65,00-0,060 -0,080 | 64,50-0,060 -0,080 | 64,00-0,060 -0,080 | 63,50-0,060 -0,080 | 63,00-0,060 -0,080 |
Размеры коренных и шатунных шеек коленвала.
Марка ДВС | Шейка вала | Н1 | Н2 | P1 | P2 | P3 | P4 | P5 | P6 | Твер. шеек | Радиус кривошипа |
СМД-14, 24 | Кор. | 88,25 -0,100 -0,115 | 88,00 -0,100 -0,115 | 87,50 -0,100 -0,115 | 87,00 -0,100 -0,115 | 86,50 -0,100 -0,115 | 86,00 -0,100 -0,115 | 45 | 70.00 +0,02 – 0,10 | ||
Шат. | 78,25 -0,095 -0,110 | 78,00 -0,095 -0,110 | 77,50 -0,095 -0,110 | 77,00 -0,095 -0,110 | 76,50 -0,095 -0,110 | 76,00 -0,095 -0,110 | |||||
СМД-18 | Кор. | 92,25 -0,020 | 92,00 -0,020 | 91,50 -0,020 | 91,00 -0,020 | 90,50-0,020 | 90,00 -0,020 | ||||
Шат. | 78,25 -0,095 -0,110 | 78,00 -0,095 -0,110 | 77,50 -0,095 -0,110 | 77,00 -0,095 -0,110 | 76,50 -0,095 -0,110 | 76,00 -0,095 -0,110 | |||||
СМД-60,73 | Кор. | 92,25 -0,015 | 92,00 -0,015 | 91,50 -0,015 | 91,00 -0,015 | 90,50 -0,015 | 90,00 -0,015 | 52 | 57,5 -0,06 | ||
Шат. | 85,25 -0,015 | 85,00 -0,015 | 84,50 -0,015 | 84,00 -0,015 | 83,50 -0,015 | 83,00 -0,015 | |||||
Д-40,48. | Кор. | 85,17 -0,022 | 84,92 -0,022 | 84,42 -0,022 | 83,92 -0,022 | 83,42 -0,022 | 82,92 -0,022 | ||||
Шат. | 75,175 -0,019 | 74,925 -0,019 | 74,175 -0,019 | 73,425 -0,019 | 72,675 -0,019 | 71,925 -0,019 | |||||
Д-65,РМ-80,(-120) | Кор. | 89,13 -0,022 | 88,88 -0,022 | 88,38 -0,022 | 87,88 -0,022 | 87,38 -0,022 | 86,88 -0,022 | 46 | 62.50 +- 0.04 | ||
Шат. | 75,175 -0,019 | 74,925 -0,019 | 74,425 -0,019 | 73,925 -0,019 | 73,425 -0,019 | 72,925 -0,019 |
Размеры коренных и шатунных шеек коленвала.
Марка ДВС | Шейка вала | Н1 | Н2 | P1 | P2 | P3 | P4 | P5 | P6 | Твер. шеек | Радиус кривошипа |
СМД-31,32 | Кор. | 52 | 70,00 +0,02 -0,10 | ||||||||
Шат. | 78,25 -0,095 -0,110 | 78,00 -0,095 -0,110 | 77,25 -0,095 -0,110 | 76,50 -0,095 -0,110 | 75,75 -0,095 -0,110 | 75,00 -0,095 -0,110 | |||||
ЗИЛ-130, 131, 375 | Кор. | 45 | 47,50 +-0,08 | ||||||||
Шат. | 65,50 -0,02 | 65,25 -0,02 | 65,00 -0,02 | 64,75 -0,02 | 64,75 -0,02 | 64,50 -0,02 | 64,00 -0,02 | ||||
ЗИЛ-645 | Кор. | 53 | 57,50 +-0,03 | ||||||||
Шат. | 72,00 -0,013 | 71,50 -0,013 | 71,00 -0,013 | 70,50 -0,013 | |||||||
ЗМЗ-53/5233 672,5234 | Кор. | 45 | 40,00 +-0,05 | ||||||||
Шат. | 60,00 -0,013 | 59,75 -0,013 | 59,50 -0,013 | 59,25 -0,013 | 59,00 -0,013 | 58,75 -0,013 | 58,50 -0,013 | ||||
ЗМЗ-24,402 | Кор. | 45 | 46,00 +-0,05 | ||||||||
Шат. | 58,00 -0,013 | 57,75 -0,013 | 57,50 -0,013 | 57,25 -0,013 | 57,00 -0,013 | 56,75 -0,013 | 56,50 -0,013 | ||||
ЗМЗ-406,405, 409 | Кор. | ||||||||||
Шат. | 56,00 -0,025 -0,044 | 55,75 -0,025 -0,044 | 55,50 -0,025 -0,044 | 55,25 -0,025 -0,044 | 45 | 43,0 47,0 +-0,05 | |||||
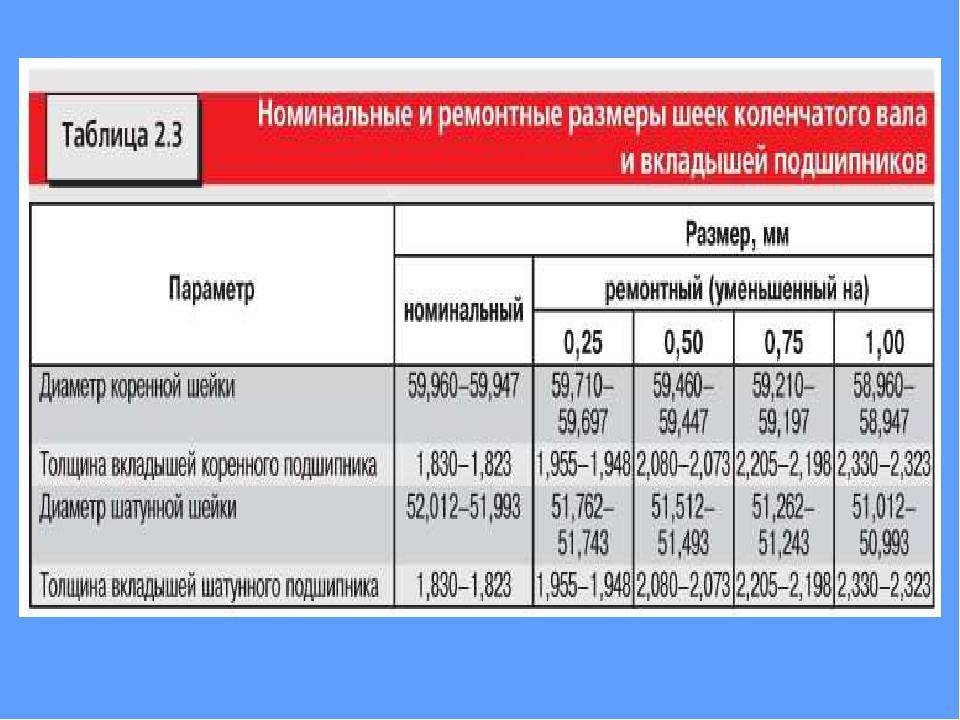
АЗЛК 412, 2140 | Кор. | 59,973 -0,013 | 59,719 -0,013 | 59,465 -0,013 | 59,211 -0,013 | 58,957 -0,013 | |||||
Шат. | 52,012 -0,019 | 51,758 -0,019 | 51,504 -0,019 | 51,250 -0,019 | 50,996 -0,019 |
Как подобрать вкладыши на коленвал
Т.к. вы неавторизованы на сайте. Войти.
Т.к. тема является архивной.
1. на данный момент нужно заказать вкладыши коленвала коренные и шатунные. мне нужны номинальные (т.е. неремонтные). пробиваю по вину в каталоге — выдает таблицу где комплекты деляться еще как-то:
STD-AA, STD-A, STD-B, STD-C, STD-D
как определить какие именно мне нужны? что это за категории?
2. полукольца упорные коленвала только номинальные бывают, я правильно понимаю?
вот фотки коренных и шатунных вкладышей, что стояли. маркировка на коренных 6A B
(илиQ )A22E на шатунных:5LZE A22E есть тут хоть за что-нибудь зацепиться, чтобы точно определить под каким партномером они в каталогах участвуют? ¶
Для бесперебойной работы двигателя автомобиля важна каждая деталь. Особое положение в системе кривошипно-шатунного механизма занимают вкладыши коленвала. Тонкие полукруглые сталеалюминевые пластинки, окружающие коренные и шатунные шейки, являются наружными обоймами подшипников скольжения, и от их состояния зависит общая работоспособность мотора.
Когда необходима замена вкладышей коленвала?
В условиях тех физических и температурных нагрузок, которые доводится переносить коленчатому валу, удержать его на оси и обеспечить работу кривошипно-шатунного механизма могут только подшипники скольжения. Коренные и шатунные шейки выполняют функцию внутренних обойм, а вкладыши, соответственно, наружных. В системе блока мотора предусмотрена сеть маслопроводов, по которым под большим давлением к вкладышам подается моторное масло. Оно создаёт тонкую масляную плёнку, которая снижает силу трения и позволяет коленвалу вращаться.
Физический износ – это первое и основное условие, из-за которого приходится менять вкладыши. Как бы ни хотелось нам избежать износа, но поверхности шеек и вкладышей постепенно стираются, зазор между ними увеличивается, коленвал получает свободный ход, давление масла резко снижается. Всё это приводит к поломкам моторов.
Другая причина вынужденного ремонта – это ситуация, когда вкладыши коленвала проворачиваются. Каждому автовладельцу доводилось слышать о подобных неисправностях, но, как и почему это происходит, знают далеко не все. Тонкая пластина вкладыша укладывается в, так называемую, постель. На наружных стенках полуколец предусмотрены специальные усики (выступы), которые после сборки упираются в торцевые части блока или крышки подшипников.
Иногда при наступлении определённых условий, усики не способны удержать вкладыш и он, прилипая к шейке коленвала, проворачивается. Если провернуло вкладыши коленвала, мотор работать не может. Типичные причины подобной поломки:
- слишком вязкая смазка, её отсутствие, попадание абразива;
- слишком малый натяг при установке крышек подшипников;
- недостаточно вязкая смазка и эксплуатация мотора в режиме перегрузок.
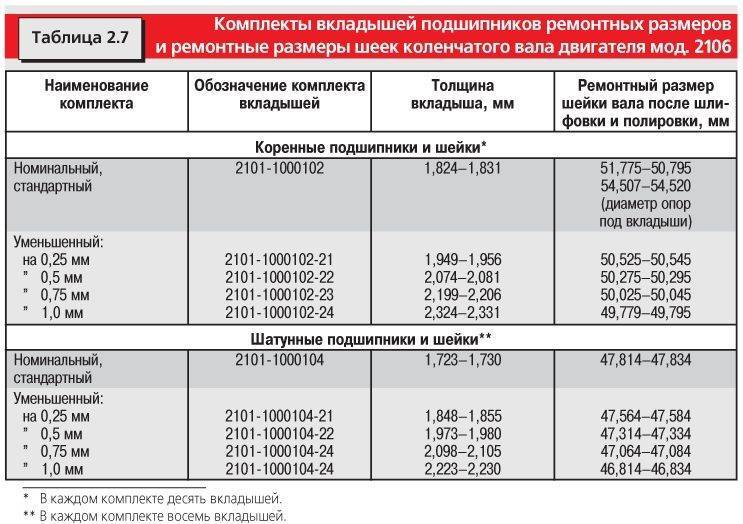
Подбор вкладышей коленвала
Каковы бы ни были причины, по которым автовладелец вынужден разбирать мотор и производить смену вкладышей, без шлифовки коленвала не обойтись. Новые вкладыши устанавливаются либо на новый коленвал, либо после его шлифовки. Даже если повреждена или изношена только одна шейка – шлифовку до общего размера проходят все.
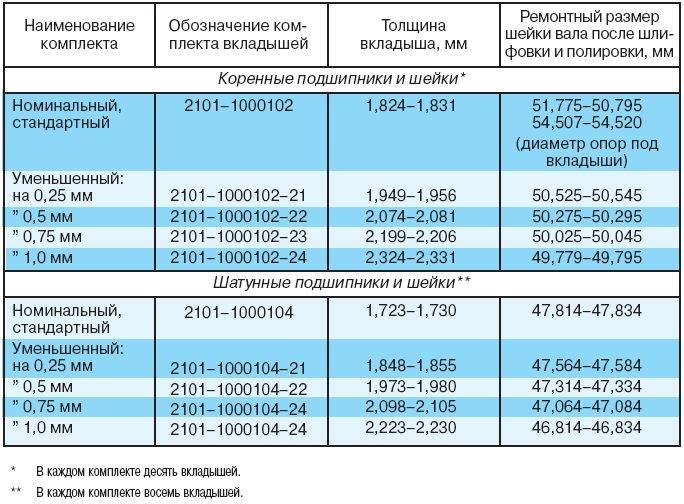
На заводе при сборке мотора устанавливаются стандартные вкладыши. Для ВАЗовских моторов выпускаются вкладыши 4-х ремонтных размеров. Соответственно шлифовку коленвала можно проводить не более 4-х раз. Шаг между размерами составляет 0,25 мм. Соответственно после первой шлифовки необходимо покупать вкладыши с маркировкой «0,25», после второй – 0,5, после третьей – 0,75, после четвёртой – 1,0. Моторам, которые устанавливаются на автомобили «ГАЗ» и «Москвич» доступны ещё две расточки до 1,25 и 1,50 мм.
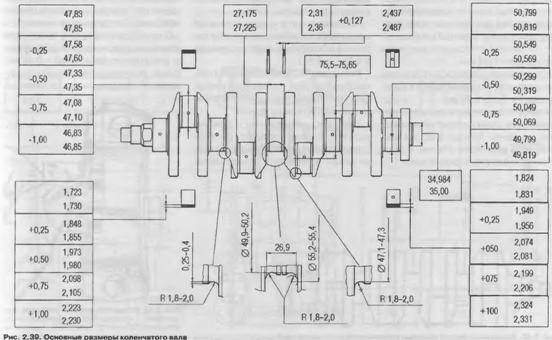
Какие функции выполняет каждая из деталей коленчатого вала
Итак, коренная шейка
– это опора, которая расположена в коренном подшипнике, размещенном в картере двигателя. Шатунная шейка соединяет коленвал с шатунами. С помощью масляных каналов осуществляется смазывание шатунных подшипников. Щеки нужны для связи коренных и шатунных шеек. Носок – это фронтальная часть вала, где закреплено зубчатое колесо или шкив, нужный для контроля мощности привода газораспределительного механизма и вспомогательных агрегатов и систем.
Хвостовик
– тыльная часть вала, соединяющаяся с маховиком для контроля основной части мощности. Противовесы служат для разгрузки коренных подшипников от сил инерции.
Принимает действия расширяющихся газов при рабочем ходе поршней, которые передаются шатунами, и преобразует их в крутящий момент, обеспечивает движений поршней во время пуска двигателя. Изготавливается коленчатый вал из среднеуглеродистых легированных сталей и литьем из чугуна модифицированного магнием.
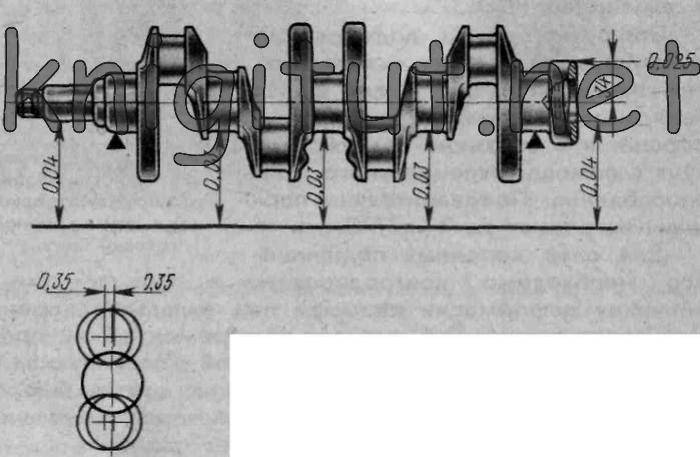
Форма коленвала будет определена числом и расположением цилиндров, а также порядком работы и тактностью двигателя. Обычно применяются полноопорные , потому как шатунные шейки располагаются между коренными. Поверхностный слой подвергается закалке на глубину 4 мм для повышения износостойкости.
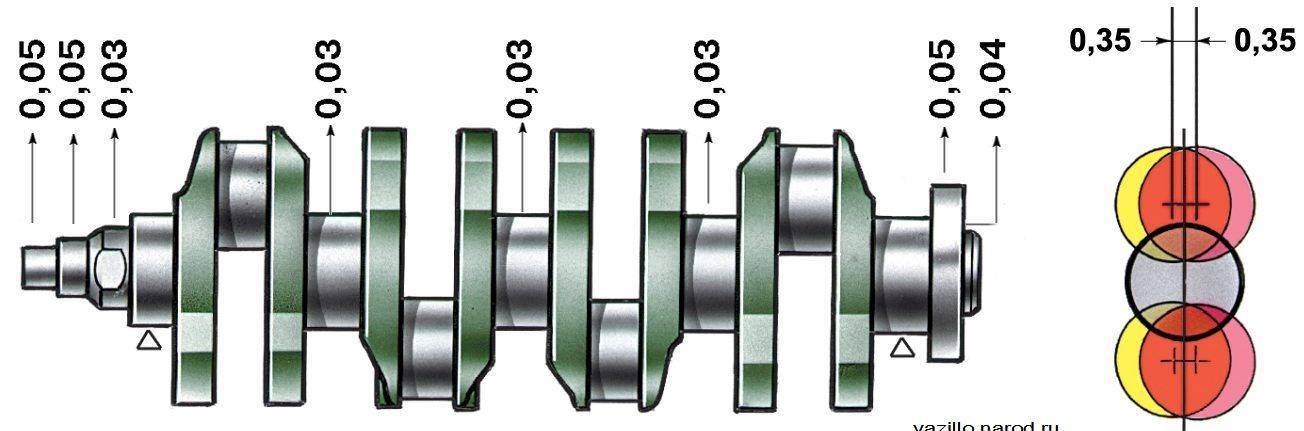
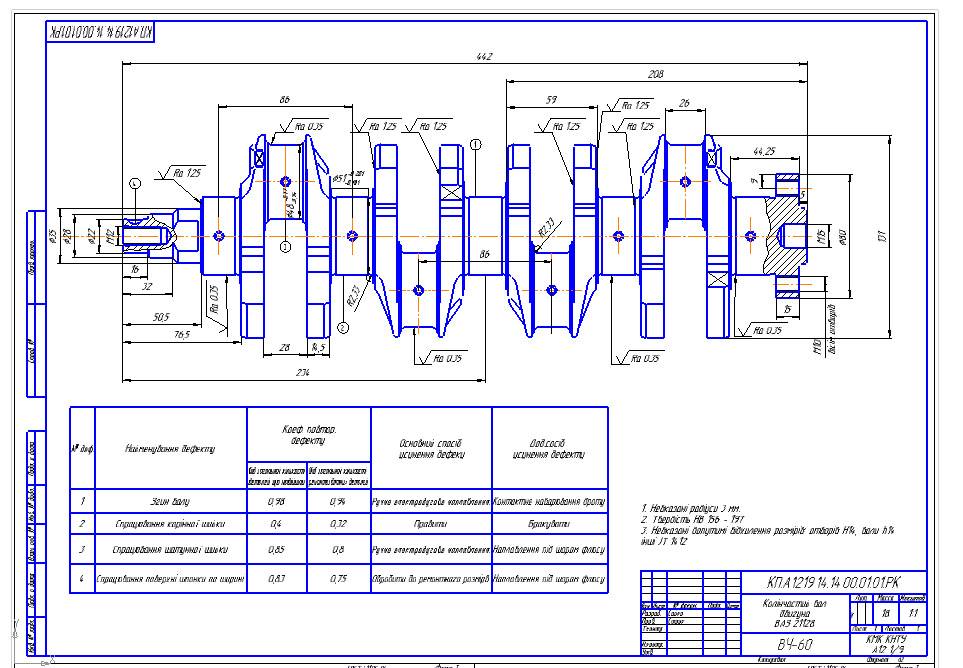
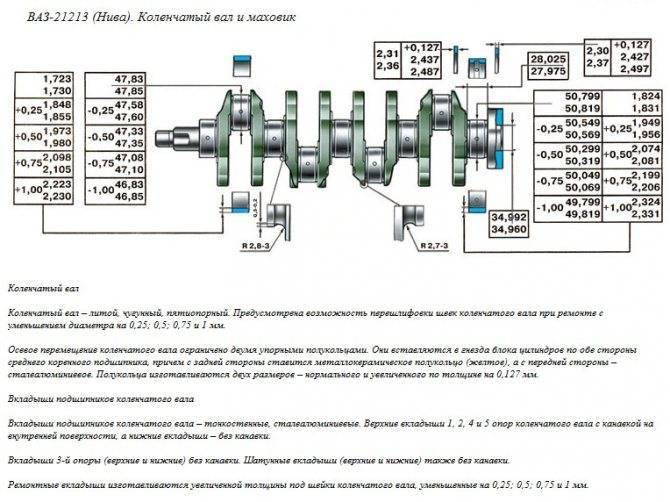
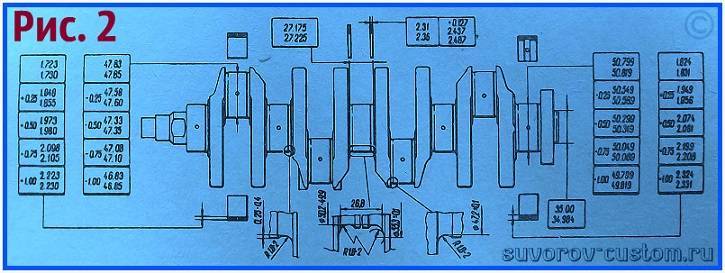
Коленчатый вал – стальной, изготовлен методом горячей штамповки. Все поверхности вала азотированы и глубина азотированного слоя не менее 0,35 мм. Коленчатый вал имеет пять коренных опор и четыре шатунные шейки. На шатунных шейках установлены шатуны (по два на каждую). Коренные и шатунные шейки в процессе работы смазываются маслом под давлением. Масло подается к коренным опорам, а затем, по наклонным каналам к шатунным шейкам. В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется. Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде выемки на маховике, закрепленном на заднем конце коленчатого вала, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры. Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
На передний конец коленчатого вала напрессована шестерня коленчатого вала и передний противовес, закрепленный гайкой момент затяжки 176,4 – 294 Нм (18 – 30 кгс·м).
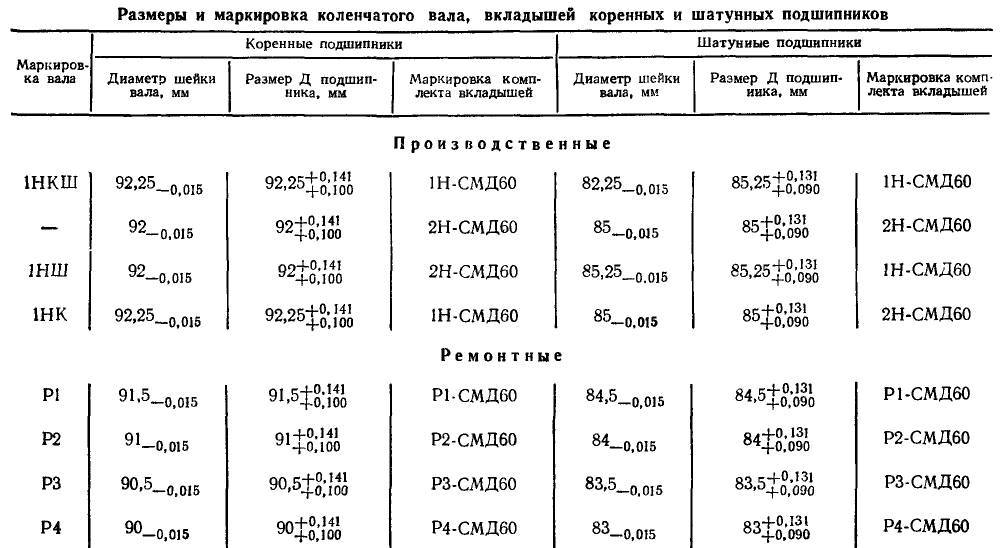
Коленчатый вал двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 имеет конус на переднем конце. На конус устанавливается ступица, на которой закрепляются жидкостный гаситель крутильных колебаний и шкив. При ремонте двигателя следует помнить, что удары и вмятины на гасителе крутильных колебаний выводят его из строя, что неизбежно приведет к поломке коленчатого вала. Хранить и транспортировать гаситель следует только в специальной таре в вертикальном положении.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ устанавливается коленчатый вал 238БЕ-1005009 (маркировка 238Н-1005015-У), а на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 – коленчатый вал 238ДК-1005009-30 (маркировка 238ДК-1005015-30).
Маркируется коленчатый вал в поковке на 5-й щеке.
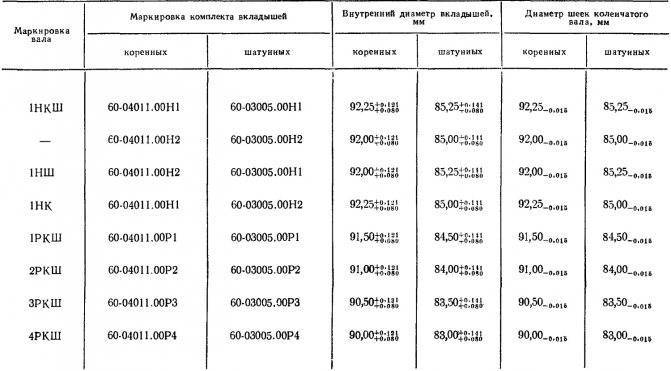
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.
Маркировка коленчатого вала | 238ДК – 1005015-30 238Н – 1005015-У | 238ДК – 1005015-30 Ш1 238Н – 1005015-У Ш1 | 238ДК – 1005015-30 К1 238Н – 1005015-У К1 | 238ДК – 1005015-30 Ш1К1 1005015-У Ш1К1 |
коренных | ||||
Маркировка коренных вкладышей | 236-1005170-В Р1 236-1005171-В Р1 | 236-1005170-В Р1 236-1005171-В Р1 | ||
коренного вкладыша, мм | ||||
шатунных | ||||
Маркировка шатунного вкладыша | Р1 236-1004058-В | 236-1004058-В Р1 | ||
шатунного вкладыша, мм |
Примечание: Буквы «ДК», «Н», «У», «Ш», «К» и цифры «30», «1» клеймятся при маркировке ударным способом.
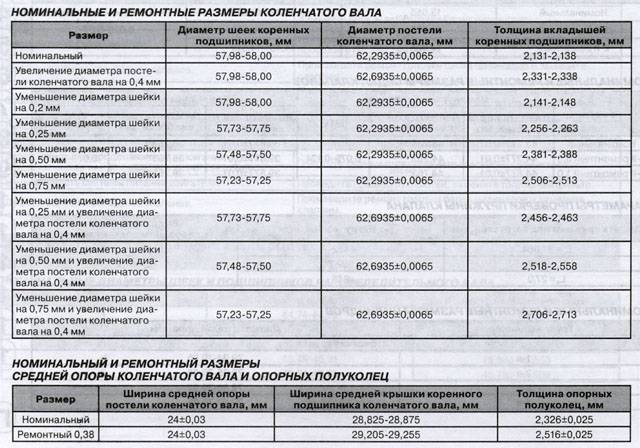
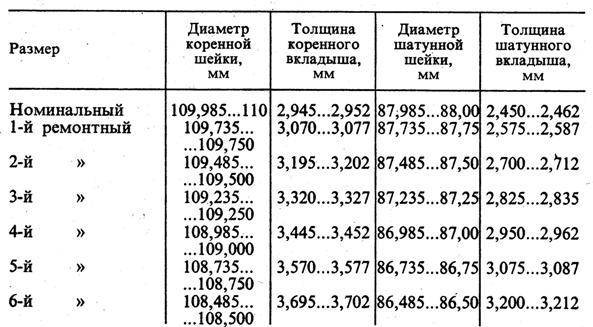
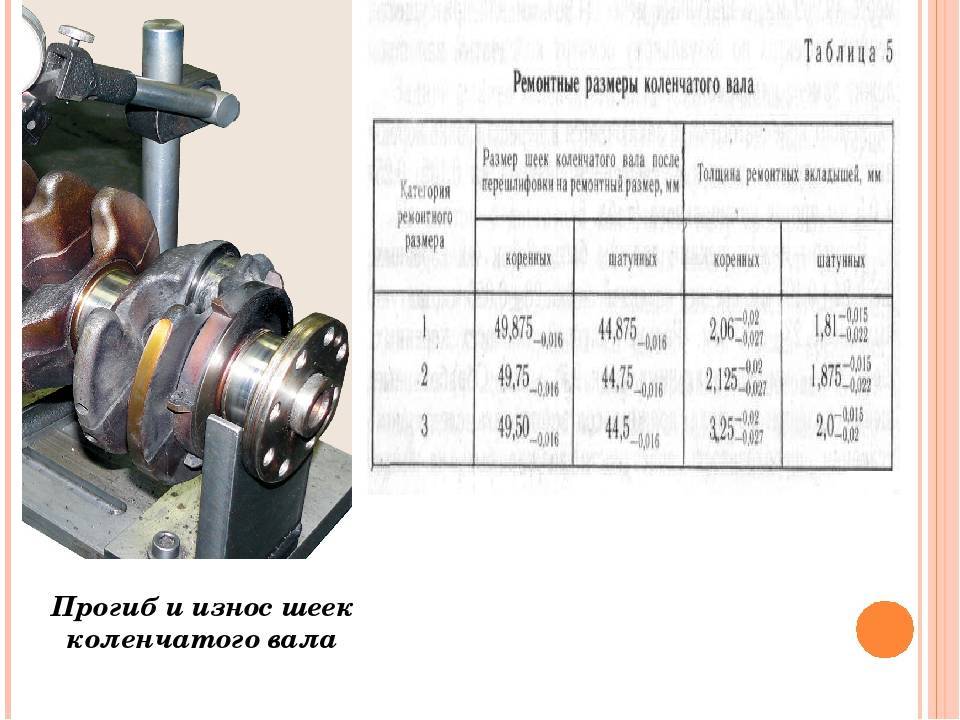
Изготавливается либо из чугуна, либо из легированной стали, оба материала довольно прочные, но дефекты все же со временем возникают, и как раз для их устранения нужны ремонтные размеры коленвалов
. Это своеобразные допуски, до которых можно уменьшить толщину шеек без сильного ущерба для прочности детали. И, поскольку шейки обычно взаимодействуют с подшипниками, для последних предусмотрены вкладыши с ремонтным уменьшением.
Плюсы от расточки коленвала

В процессе эксплуатации коленчатый вал подвергается большой нагрузке, что приводит к возникновению самых различных дефектов. Постоянное снижение уровня чистоты и образование на поверхности неровностей приводят к ухудшению работоспособности системы. Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
- Обеспечивается идеальная чистота рабочих поверхностей. Использование специальных растворов и инструментов позволяет избавить деталь от инородных отложений.
- Исправление дефектов (бочкообразности), которые возникают из-за неравномерных усилий при работе механизмов. Это приводит к возникновению зазоров в сопрягающихся деталях.
- Устраняется овальность шеек, которая образуется из-за одностороннего усилия от шатуна и является побочным эффектом конструктивной особенности коленвала. Овальность возникает по истечении длительного эксплуатационного периода.
- Восстанавливается диаметр шеек. Уменьшение диаметра шеек происходит неравномерно и зависит от режима работы цилиндров.
Материал и технология изготовления заготовок коленчатых валов
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле[источник не указан 199 дней].
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC)[источник не указан 199 дней].
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом[источник не указан 199 дней].
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине[источник не указан 199 дней].
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными[источник не указан 199 дней].
Чугунные коленчатые валы
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве[источник не указан 199 дней].
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:
После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы.. В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование
Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.

Это интересно: Технические характеристики 4B11 2,0 л/165 л. с.
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.


Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Необходимые параметры после ремонта распредвала
Реставрированный распредвал должен иметь следующие, обязательные параметры:
- допустимая шероховатость поверхности изделия – не ниже 8 класса;
- конусность и овальность элементов распредвала не более 0,01 мм;
- отреставрированные поверхности должны иметь твёрдость НКС 54-62.

Ремонт распредвала сопровождается обязательной заменой на новые, изношенных: роликов, осей, подшипников, втулок толкателей.

Удачи вам при восстановлении распредвала. Не торопитесь покупать новый распредвал, если не собирались этого делать.
Главная →
Обслуживание и Ремонт → Двигатель →
Что такое ремонтные вкладыши коленвала?
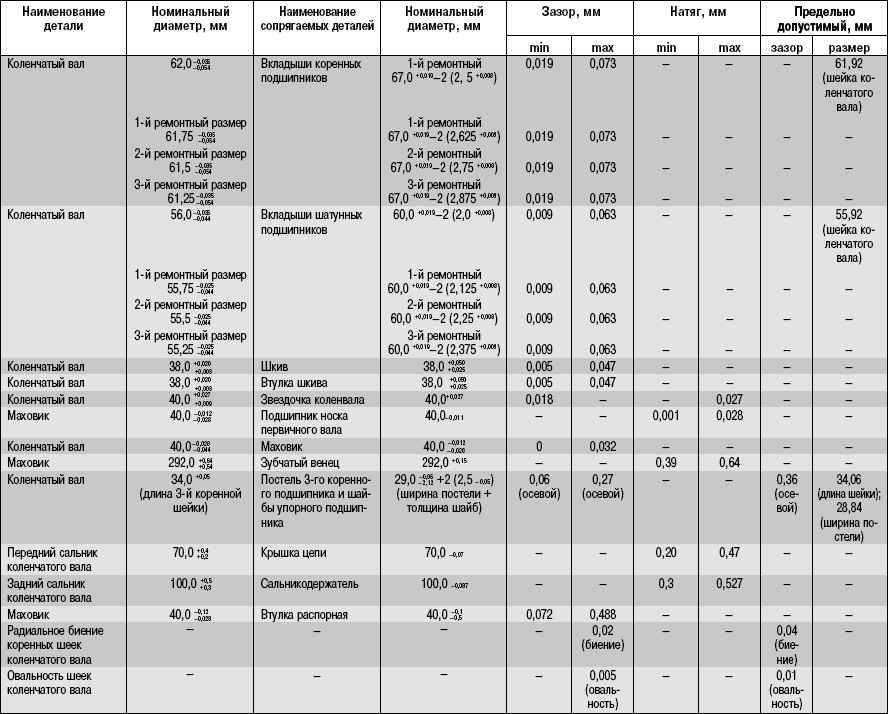
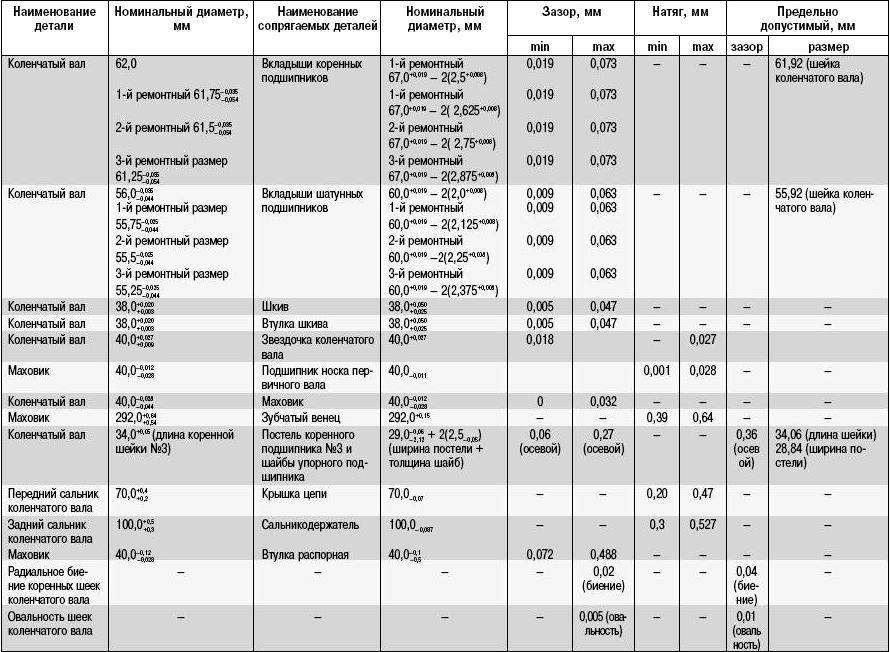
Для всех шатунных и коренных шеек коленчатого вала имеются свои ремонтные размеры (параметры, которые они могут принимать после шлифовки в процессе расточки коленвала), которые должны соответствовать размерам аналогичных вкладышей, используемых в качестве запасных частей. Оба вида вкладышей исполняют роль подшипников, в значительной степени улучшающих скольжение, поэтому при их износе должна осуществляться своевременная замена, сопровождаемая расточкой коленчатого вала.
Для большинства двигателей существует несколько ремонтных размеров вкладышей. Например, для классических ВАЗовских моделей таких размеров четыре. Соответственно, коленчатый вал может быть расточен четыре раза. По сути, это обычная шлифовка поверхности трущихся деталей, чтобы сделать ее снова гладкой и пригодной к работе. Наружный размер вкладышей остается неизменным, а внутренний размер регулируется за счет увеличения их толщины. После каждой замены вкладышей двигатель должен проработать не одну тысячу километров, если он будет исправно смазываться, т.е. другие системы не будут барахлить.
Шатунный подшипник
Шатунные подшипники предназначены для уменьшения трения и износа в подвижном сопряжении шатун — шейка коленчатого вала. В тракторных шатунах применяются главным образом подшипники скольжения.
Шатунные подшипники имеют тонкостенные стальные вкладыши, залитые антифрикционным сплавом. У карбюраторных двигателей на стальную ленту наносят мед-ноникелевый подслой, поверх которого заливают тонкий слой баббита. В теле шатуна по всей его длине проходит масляный канал, по которому масло под давлением подается из нижней головки шатуна в верхнюю. В нижней части зтого канала запрессована втулка, дозирующая поступление масла в верхнюю головку шатуна.
Шатунные подшипники, как правило, являются подшипниками скольжения. Игольчатые подшипники и подшипники качения применяются лишь для наиболее мелких двигателей. У большинства дизелей ( кроме крупных малооборотных) стержень шатуна и поршневая головка изготовляются за одно целое.
| Шатун однорядного тронко-вого двигателя в сборе. |
Шатунные подшипники смазывают маслом, которое подается под давлением из отверстия в шатунной шейке коленчатого вала.
Шатунные подшипники растачивают на токарном станке или на специальных приспособлениях ( фиг.
Шатунный подшипник смазывается и охлаждается маслом, поступающим из коренных подшипников через каналы, коленчатого вала. По отверстиям в нижнем вкладыше и по каналу а в крышке 1 масло перетекает в канал нижней головки шатуна и по втулке 3, уплотненной кольцом 4, в канал стержня главного шатуна. Из втулок 7 и 8 через отверстия в верхних головках шатунов масло поступает на охлаждение поршней.
Шатунный подшипник смазывается и охлаждается маслом, поступающим из коренных подшипников через масляные каналы, имеющиеся в коленчатом вале. Часть масла расходуется на охлаждение головки поршня.
Шатунные подшипники делают с толстостенными или тонкостенными вкладышами с баббитовой или свинцово-бронзовой заливкой. От провертывания и осевого смещения вкладыши подшипника фиксируются штифтами или выступами и пазами в крышке. Для того чтобы внутренняя поверхность вкладыша сохраняла правильную цилиндрическую форму, необходимую для нормальной работы подшипника, нижняя головка шатуна должна обладать достаточной жесткостью. Поэтому нижние головки обычно делают массивными, с ребрами жесткости и с плавными переходами к стержню.
Шатунные подшипники имеют тонкостенные стальные вкладыши, залитые антифрикционным сплавом. Для карбюраторных двигателей используют баббит, а для дизельных — свинцовистую бронзу, которую наносят тонким слоем поверх свинцово-оловяни-стого сплава. Для смазки поршневого пальца сделано отверстие в верхней головке шатуна, через которое масло проходит из внутренней полости поршня. В теле шатуна по всей его длине проходит канал, по которому масло под давлением подается из нижней головки шатуна в верхнюю. У двигателя ЯМЗ-236 в нижней части этого канала запрессована втулка, дозирующая поступление масла в верхнюю головку шатуна.


Шатунные подшипники должны обеспечивать вращение шатуна относительно коленчатого вала с минимальным трением и износом. Они работают в более тяжелых условиях, чем коренные. Это объясняется прежде всего их неравномерной нагруженностью. На верхнюю половину шатунного подшипника действует непродолжительная, но значительная нагрузка от газовых сил, а на нижнюю — более длительно нагрузка от силы инерции поступательно движущихся и вращающихся масс. Кроме того, подвод смазки к шатунным подшипникам затруднительнее, чем к коренным.
| Ступенчатость и износ коренных подшипников коленчатого вала. |
Все шатунные подшипники разбирают для осмотра.
Шабруют шатунные подшипники по шейкам коленчатого вала, для чего их смазывают тонким слоем краски ( синьки или ламповой сажи, разведенных на масле), и затягивают шатунный гюдшипник с регулировочными прокладками.
Ремонтируют шатунный подшипник и втулку верхней головки шатуна.
Подведем итоги
Мы уже немного разобрались с тем, как проводится шлифовка коленвала. Отзывы же о данных работах далеко не всегда носят однозначный характер. Кто-то благодаря высокой квалификации мастера остается крайне доволен качеством и сроками выполнения работ. Но не все специалисты относятся к своей работе добросовестно, а простому автомобилисту сложно понять визуально, правильно ли выполнены все этапы и получилось ли достигнуть желаемого результата. В любом случае необходимо ответственно подходить к выбору сервиса, где будет проводиться ремонт. Сегодня есть огромное количество тематических форумов, где собираются владельцы определенной марки автомобиля. Там можно и узнать, где и насколько хорошо выполняют те или иные виды работ на определенной СТО.