Основные этапы
Процедура притирки делится на три этапа:
На первом этапе головку блока цилиндров разбирают. С помощью рассухаривателя снимаются стопорные кольца, вытаскиваются пружины и вынимаются сами клапаны из головки блока цилиндров. Важный момент, который стоит соблюсти, — все пружины желательно пометить, чтобы впоследствии сборки они устанавливались именно на свои старые места. Это делается в том случае, когда оставляют старые клапаны и пружины. Полностью разобрав головку блока цилиндров, её необходимо отмыть от грязи и нагара. Далее, проводят визуальный осмотр посадочных мест, направляющих втулок на наличие трещин, пробоин, сколов. Если их нет, тогда приступают к следующему этапу.

- Вторым этапом осуществляют притирку клапанов с помощью пасты, используя устройство для выполнения действий вручную. На рабочую поверхность чашки детали наносят состав с грубым абразивом и начинают вращать запчасть в посадочном месте головки блока. Вращают как по часовой стрелке, так и против, распределяя равное количество вращений. Во время вращения деталь плотно прижимают к функциональной поверхности камеры сгорания. По мере притирания состав меняют на более нежный. Тем самым добиваются плавной, плотной притирки. Подобную операцию проводят с каждым из клапанов, находящихся в головке блока цилиндров. Добившись идеальной ровности деталей, а также непосредственно посадочных мест в камере сгорания, приступают к проверке качества притирки.
- Проверяется качество с помощью керосина. Установив обратно клапаны и собрав их механизм полностью, нужно перевернуть головку блока цилиндров, чтобы камеры сгорания оказались перед лицом. Заливают в каждую камеру керосин, оставляя в таком положении в течение нескольких часов, в идеале на одну ночь. После истечения требуемого времени камеры сгорания осматривают. Если жидкость не вытекла через клапаны, значит, всё сделано качественно, процесс можно считать законченным. В случае утечки керосина процедуру нужно повторять до тех пор, пока не будет сделано идеально.
Ручная притирка — процесс довольно долгий, трудоёмкий, сложный. Его проведение требует огромного терпения и внимательности. При отсутствии возможности заниматься подобной кропотливой работой будет лучше доверить её профессионалам, которые выполнят операцию значительно быстрее, обеспечив высокое качество.
Это интересно: Сварочный осциллятор — устройство и изготовление своими руками
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
ПОПУЛЯРНОЕ У ЧИТАТЕЛЕЙ: Стоит ли прогревать инжекторный двигатель
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.









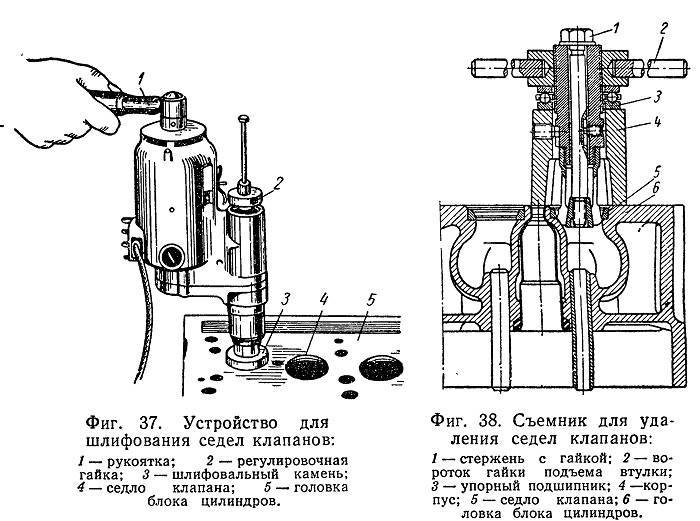
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора
Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения
Седло впускного клапана при этом оставляют в штатном положении.
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
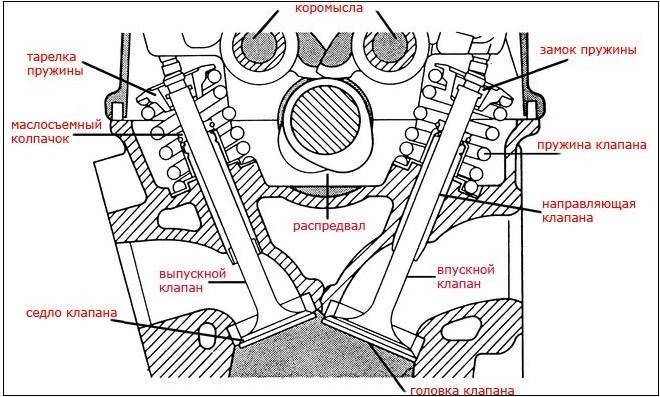
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.










То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Виды ремонта седел и притирки клапанов
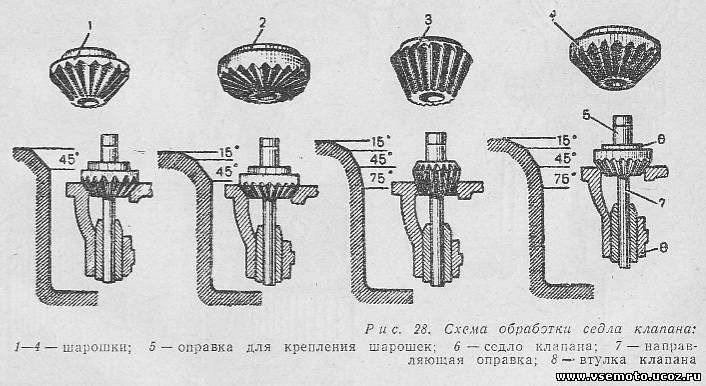
Восстановление элементов при помощи шарошек выполняется фрезерованием и шлифованием с последующей притиркой. При фрезеровании используются конусы с разными диаметрами и углами. Самым распространенным является угол в 45 градусов. По такой схеме выполнены большинство седел клапанов в головках цилиндров, в том числе и отечественных автомобилей. Фрезы с большим углом применяются для выравнивания фаски и придания ей необходимой ширины.

Ввиду того, что не всегда при проведении ремонта известны точные значения угла фаски седел, по умолчанию используются самые ходовые конусы с углами от 30 до 60 градусов. Фрезы возможны двух вариантов – для «твердого» металла головок и для обработки седел, выполненных из более мягкого металла.
Притирка клапанов

Ключевой момент замены — притирка клапана к седлу. Процедура направлена на устранение малейших несоответствий при контакте деталей в процессе работы и повышения герметичности.
Притирочная паста
Прежде чем приступить к работе, следует обзавестись притирочной пастой. Рынок изобилует вариантами, начиная от дешевых составов сомнительного происхождения и заканчивая профессиональными пастами.
По своим рабочим характеристикам притирочные пасты бывают крупнозернистыми и мелкозернистыми (иногда что-то среднее). Обзавестись нужно и той, и другой.
Крупнозернистые используются для проведения первичной притирки. Мелкозернистые — для финишной.
По сути, паста выполняет роль наждачки, шлифуя детали и делая их максимально совместимыми друг с другом.
Последовательность действий по притирке клапанов такова:
- На фаску (клапан должен быть предварительно вычищен, если нет надобности в его замене на новый) наносится тонкий равномерный слой крупнозернистого состава.
Клапан вставляется во втулку, пружина должна находиться на своем месте. На стержень рекомендуется нанести графитную смазку. Это снизит сопротивление при вращении и сделает процесс самого вращения легче. Плюс к этому, графитная смазка препятствует попаданию во втулку частиц пасты.
На стержне закрепляется инструмент для притирания. Обычно используют дрель, работающую в реверсивном режиме, которая присоединяется к клапану с помощью шланга, закрепленного специальными хомутами на стержне и самой дрели. Можно также использовать ручную дрель или отвертку, но тогда процедура занимает намного больше времени.
Вращение дрели обязательно должно происходить на малых оборотах, примерно 500 об/мин. В противном случае произойдет перегревание клапанных поясков и седел.
В процессе необходимо имитировать поступательно-возвратные движения клапанов, а не ограничиваться круговыми.
Когда все неровности будут сглажены, клапан извлекают и тщательно очищают. О завершении притирки можно узнать по сероватой полоске (несколько миллиметров шириной) на поверхности ножки. Если полоска присутствует, значит, притирка завершена.
Затем на фаску наносится слой пасты для вторичной обработки, и все манипуляции повторяются
Важно в конце тщательно очистить деталь от загрязнений
Чтобы определить степень притирки, можно использовать масло, как ранее пасту, и произвести финишную притирку. После нее будет видно, насколько хорошо прилегает клапан к седлу.








Герметичность проверяется при помощи керосина. Для этого клапан устанавливается на свое место, в головку, вместе с пружиной. Уложив головку на бок, необходимо залить в закрываемый клапаном канал немного керосина. Герметичная конструкция не пропускает керосин в камеру сгорания.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Как восстановить седла клапанов
Установка грм хендай акцент 16 клапанов. «хендай-акцент», замена ремня грм своими руками: полное руководство, особенности и рекомендации
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
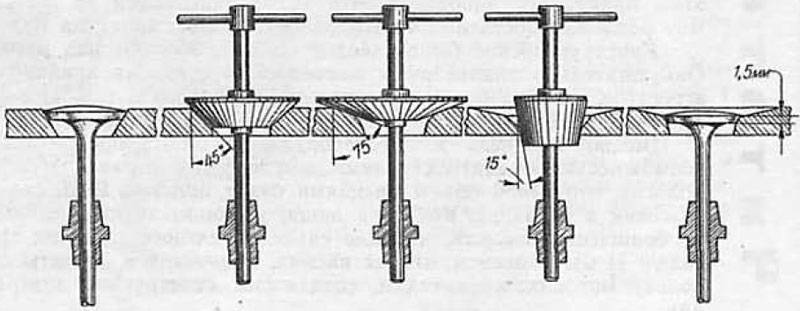
Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Схема обработки седла клапана (на примере двигателя ВАЗ)
Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Процесс замены клапанов ГБЦ

Для того, чтобы произвести замену, придется основательно разобрать (а затем собрать) газораспределительный механизм. В зависимости от модели авто и конструктивных особенностей двигателя этот процесс может иметь некоторые отличия. Но в целом система демонтажа и сборки одинакова. В целом, последовательность действий такова:
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
Демонтаж распределительного вала
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Рассухаривание клапанов
Процесс осуществляется с помощью специального инструмента — рассухаривателя. Некоторые используют дедовский метод. Для этого необходимо:










- закрыть место, откуда должен выскочить сухарь тряпкой (чтобы поймать его);
- установить свечник или высокую головку с диаметром меньше, чем у шайбы фиксированной сухарями;
- резко ударить молотком по тарелке таким образом, чтобы пружина оказалась сжатой до размеров сухаря; это спровоцирует его выскочить.
Метод можно использовать в крайнем случае и имея опыт. Новичок рискует нанести серьезные повреждения клапану, например, погнуть его. Покупка рассухаривателя — лучший вариант.
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
- очистить и притереть.
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
Фотоотчет Седла клапанов, шаберить или не шаберить (вот в чем вопрос)
Участник
Решил выложить тут свой опыт в этом вопросе, потому как сам внятного ответа не нашел, мнения разделялись. Итак предистория. Решил заменить гидрики, потом колпачки, потом прокладку ГБЦ. ну понятно, одно за другое, вылилось в капремонт ГБЦ своими силами. Дошло дело до замены направляющих втулок клапанов, и тут встал вопрос, разворачивать ли седла клапанов после замены направляющих без замены клапанов? Не найдя ответа решил повременить. Голову отдал на шлифовку и замену втулок в «Механику», и хотя они настаивали на развертке седел — от этой операции отказался. Вывод: шаберить ГАРАНТИРОВАННО ПРИДЕТСЯ. Другое дело что это легко сделать своими силами, да и дешевле (развертка в «Механике» стоит 1к+ руб. а набор шаберов куплен в автокемпе за 900 руб)
Итак, притащив голову из Механики, попытался притереть клапана. На фотке не очень видно, но если приглядется, то понятно что происходит. Клапан выглядит притертым полностью, а вот седло — только треть притерта. Т.е. когда кто то говорит что притер клапана и так, без развертки — скорее всего он просто не посмотрел на седла. И в итоге оставил приличную щель.
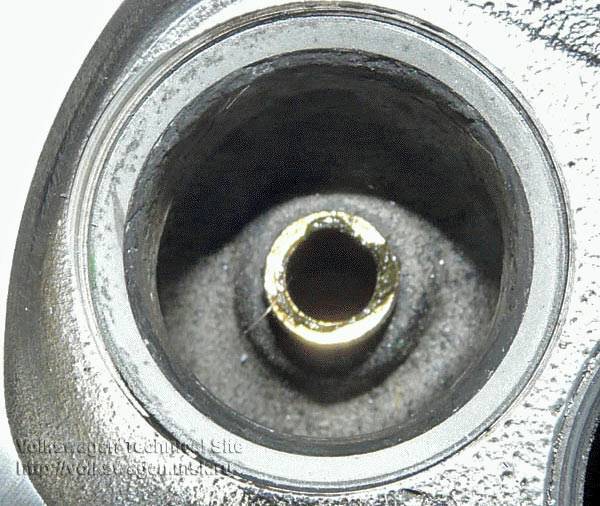
Тут — фото того же седла, только начал разворачивать. отчетливо видно насколько центры старой и новой привалочной поверхности не совпадают.

Развернутое и подправленное сверху и снизу седло.

Процесс: естественно никаких дрелей, вручную с минимальным усилием в начале, и с ПОЛНЫМ отсутствием усилия в конце.

Сам инструмент — набор шаберов от жигулей классики — идеально подходит под фольцы 1.8, цена 900 руб. по 2 шабера каждого вида — под впускное и выпускное седла. Шабер под формирование самой привалоной поверхности, шабер для уменьшения привалоной поверхности сверху и шабер для уменьшения привалоной поверхности снизу.

Вот, примерно так =)
А, еще — некоторые говорили что после развертки седел притирать не надо, но я на всякий случай притер, клапана все же старые. Притирал до тех пор пока все клапана в собраном виде не стали держать керосин 3 минуты, как по мануалу.
Инструмент притирки присосочный (жигулевские варианты с карданчиком и пружинкой меня не устроили ужасным качеством. Не хотелось оставлять задиры на срержнях клапанов)
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Замена радиатора печки ваз 2114: как снять и поменять своими руками пошагово с фото и видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.



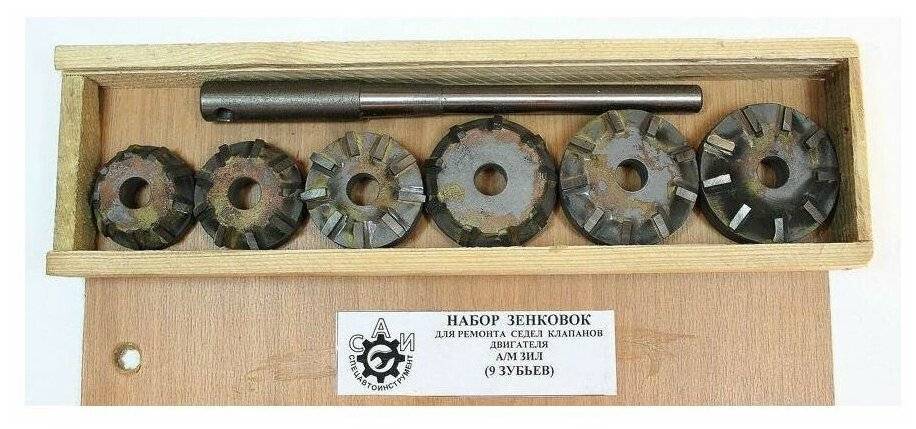
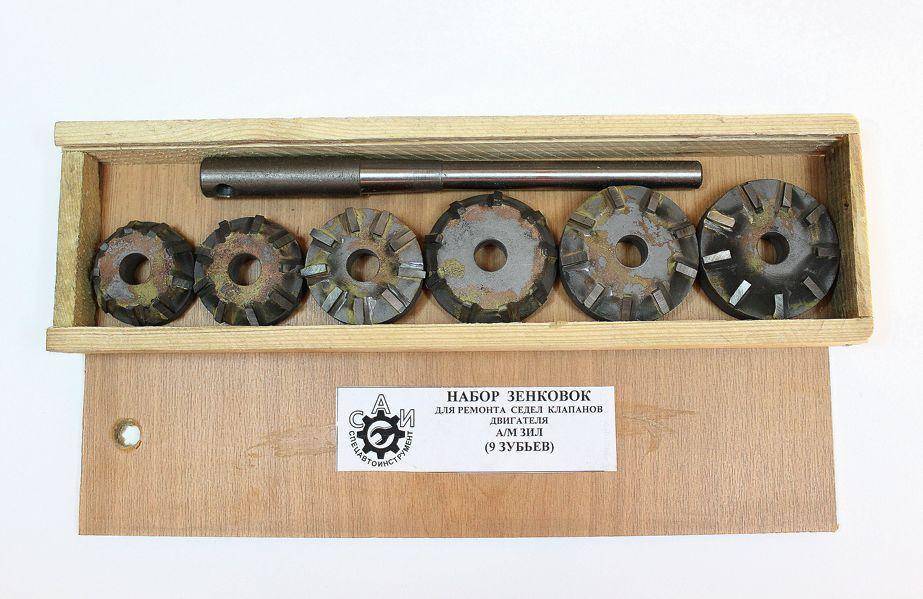



Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
https://youtube.com/watch?v=isXBYTXK6eY
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.

Статья в тему: Как отремонтировать трамблер самостоятельно
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Заключение
Фрезерование седел клапанов и их притирка – работа несложная, но требующая высокой точности. Также для такого ремонта требуется специнструмент, которым является шарошка для седел клапанов. Если такая операция будет проводиться не часто, разумнее будет обратиться в автосервис.
Фаска клапана выполняется под углом 30 или 45 (фиг. При угле 30 несколько увеличивается площадь проходного сечения для газов при одинаковом перемещении клапана. Однако в этом случае плотность прилегания клапана к седлу и тепло-отвод от кромки ухудшаются; по этой причине фаска в 30 применяется только для впускных клапанов. Повышение износоустойчивости и противокоррозийности в некоторых конструкциях выпускных клапанов достигается покрытием фаски и головки со стороны камеры сгорания слоем стеллита толщиной 1 – 1 5 мм (фиг. Стеллит представляет собой очень твердый, антикоррозийный сплав кобальта, вольфрама, хрома и других элементов.
Фаску клапана смазывают пастой ГОИ или наждачной пастой. Для составления пасты обычный наждачный порошок размешивают в воде и дают ему отстояться в течение 10 мин.
На фаску клапана нанести небольшое количество притирочной пасты и быстро вращать клапан в разные стороны с легким нажимом.
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0 03 мм. Погнутость стержня устраняют правкой в холодном состоянии.
| Схема распределения потоков тепла в клапанах.| Прогоревшие выхлопные клапаны.| Схема действия сил на шток клапана. |
Неплотное прилегание фаски клапана к контактной поверхности седла очень опасно.
Нижняя поверхность фаски клапана на высоте, до 1 5 мм имеет угол наклона 45, совпадающий с углом наклона фаски седла. Верхняя часть фаски имеет угол наклона 43 1 – 5 и при посадке клапана на седло с ним не соприкасается. По мере отработки ресурса двигателя поверхность прилегания фаски клапана к седлу непрерывно увеличивается в результате износа седла и главным образом вследствие вытяжки головки и стержня клапана под нагрузкой. К исходу межремонтного срока клапан обычно прилегает к седлу всей поверхностью фаски. В дальнейшем нижняя кромка фаски клапана начинает отставать от седла, между ними образуется щель, и фаска, подвергаясь более интенсивному действию горячих газов, сравнительно быстро разрушается в результате перегрева и прогара вследствие ухудшения теплоотдачи в седло. Таким образом, дифференциальная фаска ускоряет приработку и обеспечивает герметичность посадки клапана и межремонтный ресурс. Повышение износостойкости деталей зависит не только от общей жесткости конструкции, но и от местной. Нагрузочная способность цилиндрических и конических колес тем выше, чем равномернее распределена нагрузка по длине зуба. Причинами неравномерности, кроме неточностей изготовления деталей передачи и сборки их, являются изгиб и кручение валов, деформация опор и корпусов. Изгиб валов вызывает перекос осей колес, вследствие чего возникает концентрация нагрузки у одного из краев зуба.
При ремонте фаски клапанов восстанавливаются наплавкой легированными сталями, сплавом Сормайт-I и другими твердыми сплавами.
При необходимости фаску клапана притирают к седлу в корпусе, а усилие сжатия пружины регулируют винтом. На правильно собранном насосе его шестерни должны свободно проворачиваться от руки. При монтаже на двигатель нижней крышки звездочек привода газораспределения с собранным масляным насосом шли-цевый валик ведущей шестерни устанавливают в любом положении. После окончательной сборки масляного насоса его проверяют на специальном стенде, используя велосит в качестве рабочей жидкости.
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.