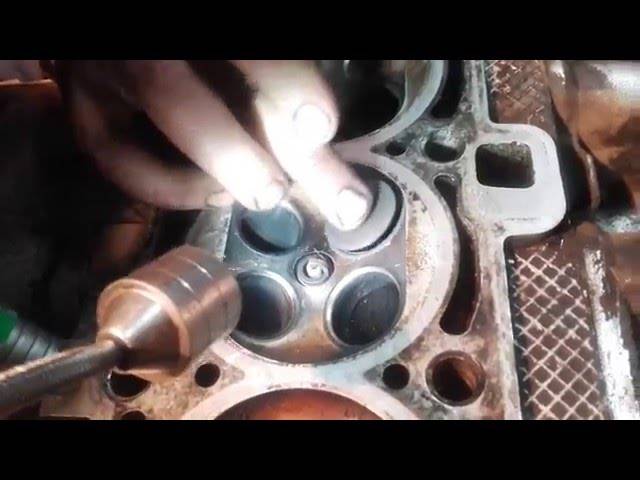
Определение прогара клапана без снятия головки блока
Первым делом необходимо определить неработающий цилиндр. Способы проверки во многом напоминают диагностику неисправных свечей зажигания. Для проверки следует завести двигатель, после чего при работающем моторе на холостых оборотах потребуется по одному снимать колпаки со свечей зажигания.
После снятия каждого свечного колпачка нужно внимательно следить за оборотами холостого хода и за общей стабильностью работы двигателя. Если мотор начал троить сильнее или глохнуть, тогда цилиндр, с которого сняли колпачок, является рабочим. В том случае, если после снятия колпачка работа двигателя не меняется или обороты изменяются незначительно, тогда проблемный цилиндр обнаружен.
Затем нужно выкрутить свечу зажигания на неработающем цилиндре и заменить ее на заведомо исправную, а также проверить высоковольтный бронепровод данного цилиндра на работоспособность. Также не лишней будет проверка катушки зажигания и т.д. Последующий запуск двигателя покажет, кроется ли проблема в элементах системы зажигания автомобиля или необходима дальнейшая диагностика.
Если характер работы мотора после установки рабочей свечи, замены высоковольтного провода и проверки других компонентов системы зажигания не изменится (двигатель продолжает троить), тогда высока вероятность более серьезных поломок:
- прогар клапана ГРМ;
- неисправности ЦПГ;
Прогар клапанов означает, что в цилиндре снижается компрессия по причине нарушения герметичности камеры сгорания (неплотности во время прилегания впускного или выпускного клапана, разрушение тарелки и/или седла клапана). Износ цилиндро-поршневой группы и поломка поршня также приводят к тому, что в проблемном цилиндре окажется низкая компрессия. Также цилиндр может не работать по причине залегания или поломки поршневых колец.
Теперь необходимо локализовать неисправность, то есть точно определить прогар клапана или выявить проблемы с ЦПГ. Наиболее распространенным способом определения прогоревших клапанов является замер компрессии в цилиндрах.
Низкая компрессия явно свидетельствует о неисправности, при этом следует учитывать один нюанс. Установить прогара клапана и исключить неполадки ЦПГ только по показателю компрессии не получится. Дело в том, что компрессия в двигателе может снижаться как в результате прогоревшего клапана, так и по причине поломки поршневых колец, а также ряда других дефектов. По этой причине параллельно замеру компрессии следует провести дополнительную диагностику двигателя.
- Простейшим способом определения прогара клапана после того, как вы измерили компрессию в цилиндрах, является заливка нескольких «кубиков» моторного масла через свечной колодец. Затем компрессию нужно измерить повторно. Поднятие компрессии в цилиндре после заливки масла укажет на то, что образовалась масляная пленка, играющая роль «уплотнителя». Такое явление характерно в случае износа поршневой. Если показатель компрессии не изменился, значит, имеет место прогар клапана, так как масло в цилиндре в этом случае никак не повлияет на компрессию.
- Также для определения прогара клапанов следует осмотреть свечу зажигания на проблемном цилиндре. Явный признак прогара клапана является тем, что свеча зажигания окажется полностью сухой, то есть не имеет характерного масляного налета. Также из сапуна двигателя может выходить дым или воздух. Интенсивность появления дыма напрямую зависит от степени износа ЦПГ.
Что касается поломок, которые связаны с поршневой, свеча в таком случае покрыта маслом, из сапуна можно наблюдать появление сизого дыма. Отметим, что масло на свече является косвенным признаком. Даже если свеча зажигания сухая или покрыта небольшим нагаром, но из сапуна идет дым, тогда указанный признак свидетельствует о проблемах с поршнем или поршневыми кольцами. На новых моторах с небольшим пробегом высока вероятность того, что поршневые кольца залегли.
Добавим, что появление моторного масла, которое выходит через сапун, также указывает на неисправность перегородок между поршневыми кольцами. С учетом вышесказанного можно точно определить, почему снизилась компрессия в двигателе, выявить проблемы с цилиндро-поршневой группой или определить прогар клапанов ГРМ.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
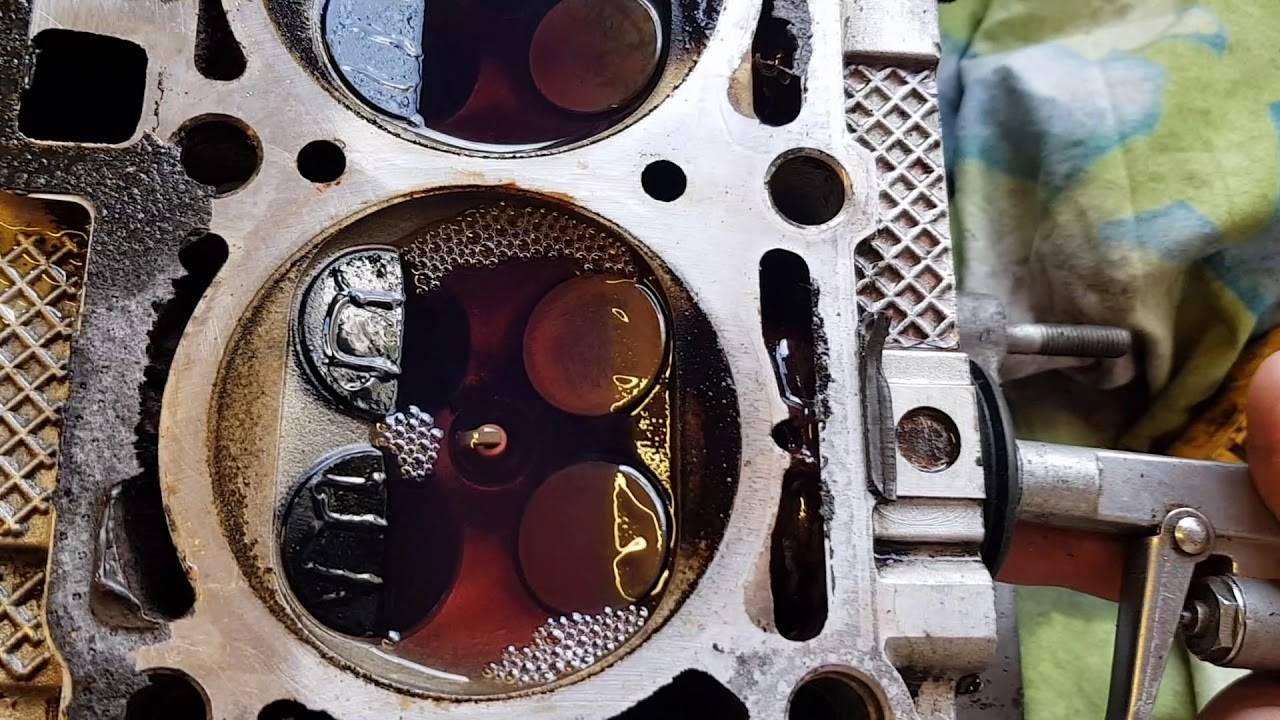
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Штрафы за пересечение стоп-линии и превышение скорости больше не побеспокоят!
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Опции темы
Притирка клапана
Пасты для притирания клапанов
Не многие автомобилисты видели непосредственно процесс ремонта головки блока, не говоря уже о самой притирке клапана. Этот процесс достаточно трудоемкий, если делается вручную. Станочный метод, конечно, намного проще, но не всегда эффективный в использовании.
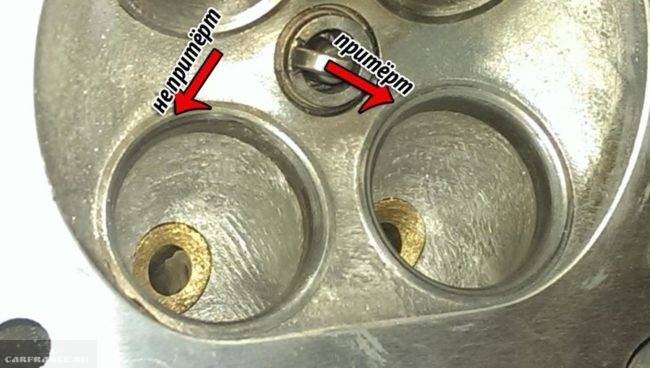
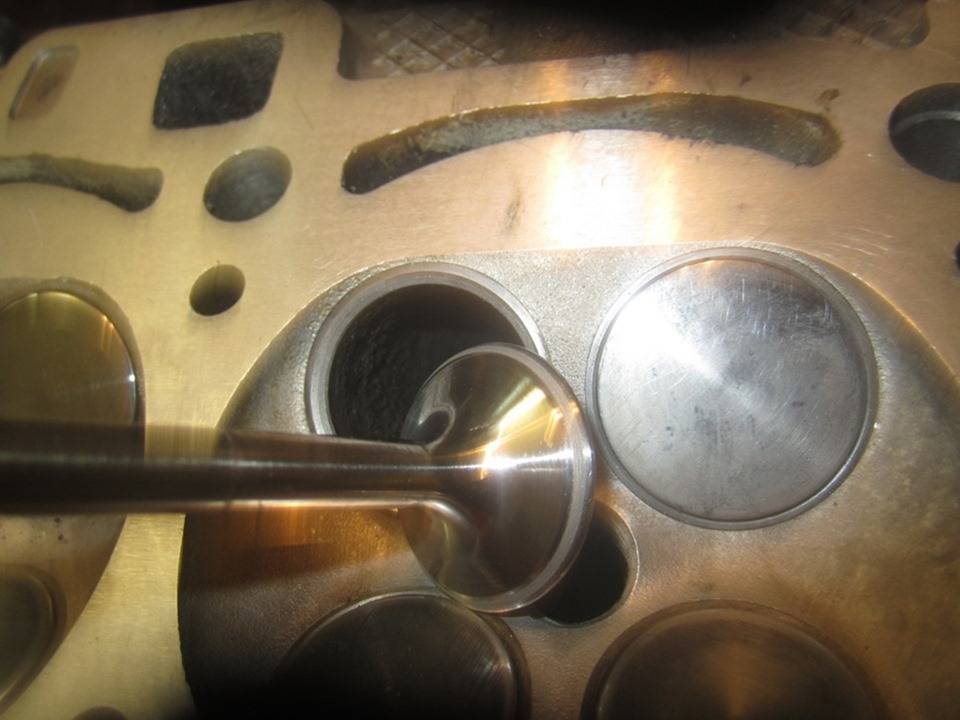
Справа притёрт, а слева ещё нет!
Для того чтобы притереть клапана к седлу необходимы некоторые инструменты и знания. Так, потребуется специальное приспособление для шарошки седел, абразивная паста, а также умение притирать. Рассмотрим, непосредственно сам процесс притирки клапана к седлу:








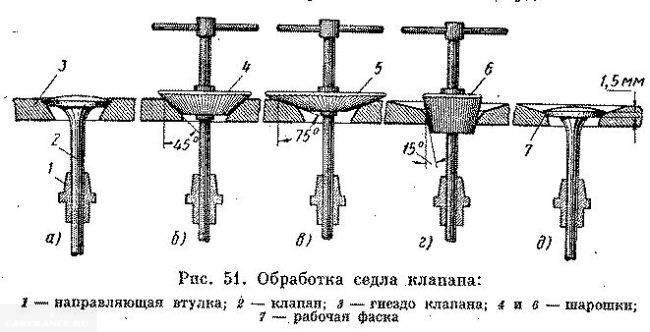
Этапы процесса шарошки седла клапана
При помощи шарошки и фрезы (ручной или автоматической) нарезаем фаску на седле под определенный клапан.
На специальном станке снимаем фаску клапана, так чтобы углы на седле и клапане совпали.
На фаску клапана наносим абразивную пасту крупной зернистости.
Начинаем тереть клапан о седло круговыми движениями, то почасовой стрелке, то против неё.
Далее, необходимо нанести абразивную пасту малой зернистости на фаску клапана и провести полировку, так само, как делалось это с крупнозернистой пастой.
- Проверяем, плотно ли прилегает клапан к седлу. Если не очень и имеются щели, то необходимо повторить процедуру притирки.
Зачем нужна притирка?

Нанесение пасты со средней зернистостью на клапан для притирки
Это делается, чтобы при закрытом впускном клапане в цилиндр не попадала топливная смесь сверх нормы. Если это происходит, то двигатель получает слишком много горючего, что может повлиять на работоспособность и расход.

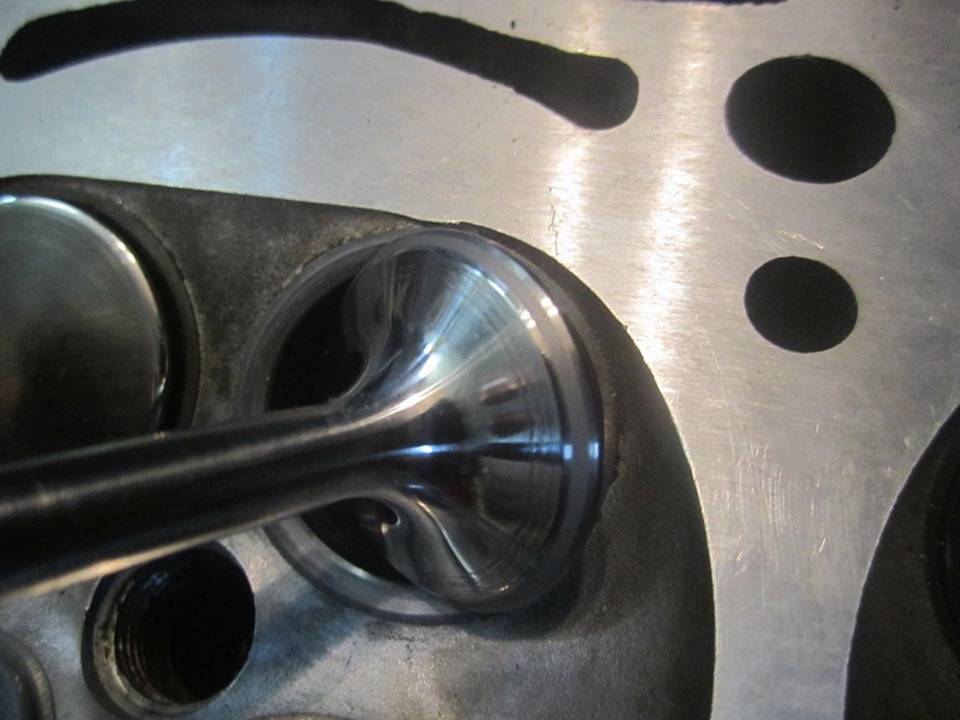
Идеально притертый клапан к седла
Если плотно не закрывается выпускной клапан, то топливная смесь теряет не только воздух, который поступил в цилиндр, а еще и обратно всасывает выхлопные газы, что способствует скорому прогоранию клапанов. Поэтому, чем лучше сцепка клапана с седлом, тем меньше проблем будет с системой впрыска и выпуска отработанных газов.
Выбор абразивной пасты

Пасты для притирки клапана разных производителей и зернистости
Существует несколько видов абразивной пасты, которая используется для притирки клапанов. Рассмотрим, все варианты, которые можно применять:
- Крупнозернистая абразивная паста. Применяется для первоначальной обработки седел после шарошки. Средняя стоимость 200-250 рублей/тюбик. Рекомендованные производители – Fabo, Abro, Expert, Грин-слоу, Профессионал, Индастриал.
- Паста со средней зернистостью. Применяется для чугунных и седел с твердой стали. Используется после обработкой крупнозернистой. Стоимость составляет – 190-220 рублей/шт. Основные производители – ABRO, Fabo, Профессионал.
- Паста с мелкой зернистостью. Применяется для финальной обработки фаски клапана. Стоимость – 200-300 рублей/тюбик, в зависимости от производителя. Выпускают пасту – Abro, Эффект, Expert, Алмазка.
- Полировочная паста. Используется достаточно редко, в тех случаях, когда необходимо загладить поверхность. Стоимость – 100-200 руб./шт. Производители, которые выпускают: Абро, Профессионал.
Рекомендации
Так, первой убираются все крупные шероховатости и неровности, а вторая – доводит до максимального эффекта. Хотя, если клапана не меняются, то можно пройти среднезернистой пастой, а потом завершить процесс – полировочной.

Паста производства АБРО GP-201, которая имеет сразу два вида: мелкозернистую снизу и крупнозернистую — сверху
В обязательном порядке, после прохождения любой пастой необходимо смывать как сам материал, так и остатки стружки, которая обычно, темного цвета. Это необходимо для того, чтобы достигнуть максимального эффекта, а также посмотреть, еще притирать клапан или уже достаточно.
Основные плюсы и минусы двигателей
ВАЗ 11183 (1.6-8кл):
Узнаваемый и испытанный движок (ремонтируется.
Полностью на всех движках «классики», в часности и ВАЗ 2106 термические зазоры клапанов нужны временами регулировать
. Если этого не делать, то постепенно некие клапана будут зажаты, либо напротив зазор будет великоват и они будут стучать. Чтоб этого избежать, нужно проводить регулировку вовремя. Первым делом приведу перечень инструментов, которые пригодятся для выполнения для выполнения этой работы с ВАЗ 2106.
Рожковый ключ на 13 Ключ на 17 рожковый Набор щупов, поточнее нам пригодится конкретно один щуп, шириной 0,15 мм В добавок еще перечень инструментов, нужных для снятия клапанной крышки
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
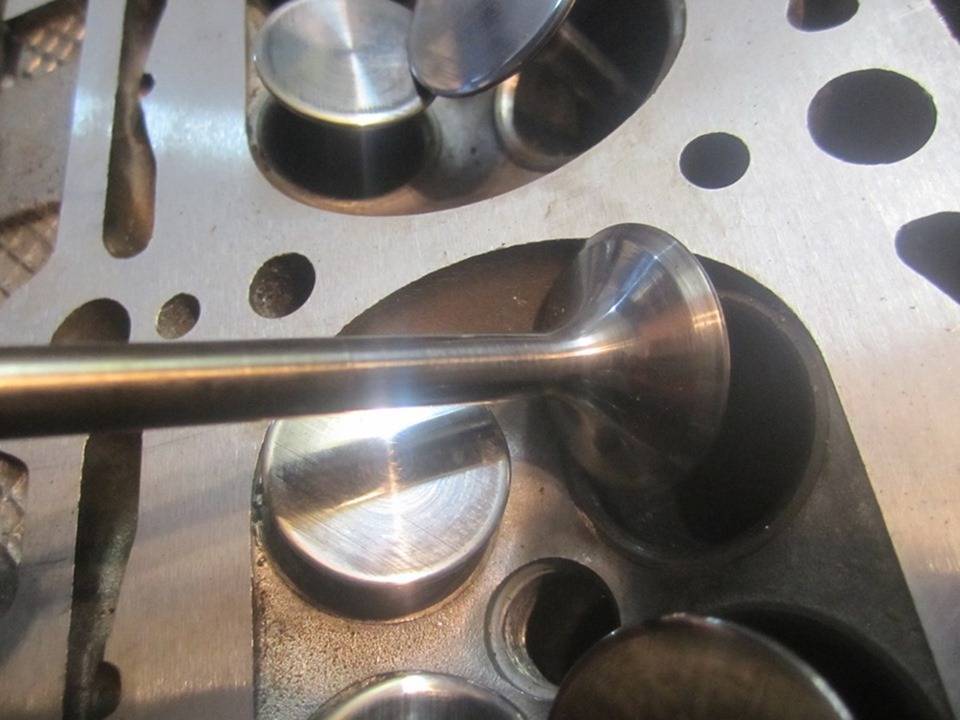
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.







Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
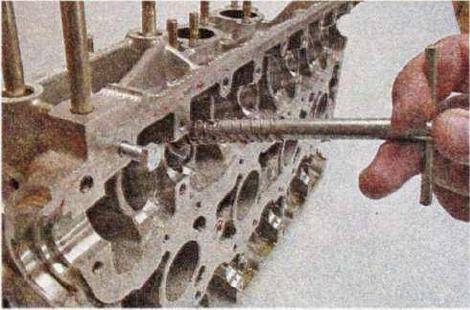
Нанесите на рабочую фаску клапана тонкий слой притирочной пасты
Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.
Что нужно знать о динамометрическом ключе
Затяжка болтов ведётся в определённой последовательности — от центра до краёв, по очереди. Если вы не моторист с огромным стажем и опытной рукой, то главным условием правильного выполнения работ будет использование динамометрического ключа. Этот инструмент распространён повсеместно, купить или взять его в аренду легко — достаточно посмотреть газету объявлений или зайти к соседу по гаражу.
Динамометрические ключи бывают различной конструкции, но все они предназначены для измерения усилия затяжки резьбовых соединений. При выборе ключа вам необходимо узнать, в каких единицах происходит измерение и совпадает ли оно с инструкцией производителя авто.
В международной системе измерений СИ сила затяжки называется ньютон-метры, в России часто — килограмм-метры, для некоторых иномарок можно встретить измерения в фунт-сила-фут. Чтобы не было ошибок при переводах одних единиц измерения в другие, можно приобрести ключ с различными шкалами.
Таблица: как можно перевести измерения из ньютон-метров в фунт-сила-фут
| Ньютон-метр | 10 | 50 | 100 | 250 | 500 | 1 000 | 2 500 | 5 000 |
| Фунт-сила-фут | 7.376 | 36.878 | 73.756 | 184.391 | 368.781 | 737.562 | 1 843.906 | 3 687.811 |
Чтобы убедиться в правильности своих действий, можно воспользоваться угломером, контролирующим угол доворота болта после затяжки его динамометрическим ключом.

Так выглядит динамометрический ключ, позволяющий правильно определить усилие для затяжки резьбовых соединений
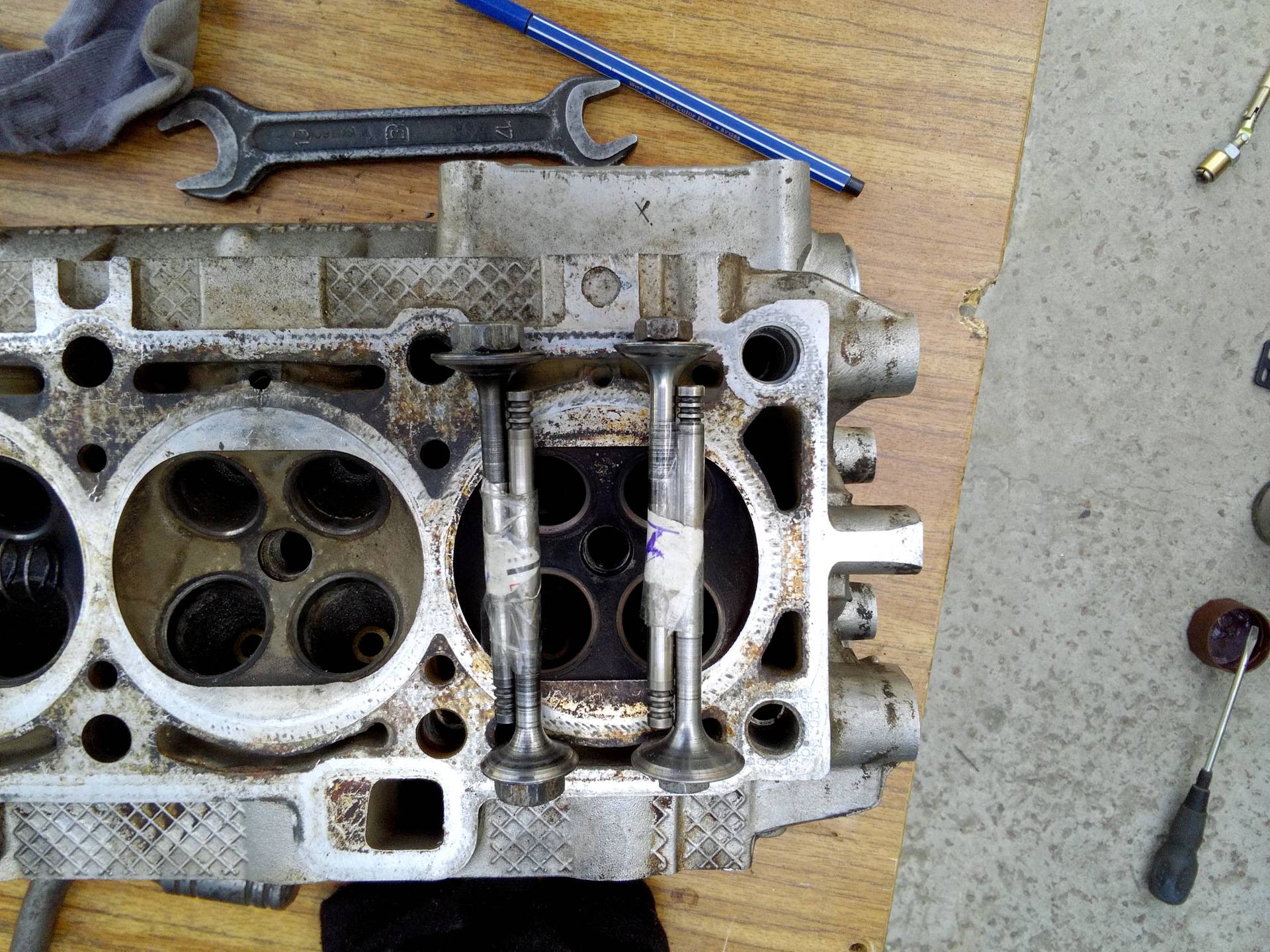
Необходимые детали и инструменты для ремонта
Устранение неисправности ГБЦ начинают с приобретения оригинальных деталей и различных расходников, список которых выглядит следующим образом:
- Клапан системы впуска топлива 8 шт. (арт. 21120-1007010).
- Клапан выпуска отработанных газов 8 шт. (арт. 21120-1007012).
- Комплект гидрокомпенсаторов 16 шт. (арт. 21120-1007300).
- Прокладки клапанной крышки, ГБЦ, впускного коллектора, выпускного коллектора (все идут комплектом арт.21120-1002064-86).
- Болты крепления ГБЦ к картеру двигателя (арт.21120-1003271-018).
- Ремень ГРМ (арт.2112-1006040-02РУ), натяжной ролик ГРМ (арт.KT100507/100513), приводной ремень навесных агрегатов (арт.BP638).
- Моторное масло и масляный фильтр.
- Жидкость системы охлаждения.
Установка клапанов на ВАЗ 2112 осуществляется с применением стандартного набора инструментов, а также нескольких специализированных видов ключей:
- типовой набор накидных ключей от 8 до 24 мм;
- торцевые накидные головки набором от 8 до 27 мм;
- торцевые внутренние шестигранники;
- механический съемник стопорных колец клапанов (рассухариватель);
- динамометрический ключ, для затяжки болтов крепления ГБЦ и распредвалов;
- паста для притирки клапанов (набор для грубой и чистовой шлифовки);
- слесарные матерчатые перчатки для защиты рук во время работы.
Работа по замене 16 клапанов на ВАЗ 2112, цена которой составляет на осень этого года около 50 тысяч рублей в дилерских центрах Автоваза (либо примерно 35-40 тысяч рублей у обычных авторемонтных мастерских) процесс не очень сложный. Провести работы можно и самостоятельно, для чего достаточно приобрести вышеописанные запчасти и необходимый инструмент.
Притирка клапанов. Как притирать клапана.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки. Что понадобится нам для этой процедуры: 1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же. 2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде. 3. Новые клапана. 4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит. Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана. Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку. 2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь. 3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно). 4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой. После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Замена радиатора печки ваз 2114: как снять и поменять своими руками пошагово с фото и видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.








Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
https://youtube.com/watch?v=isXBYTXK6eY
Проверка обратного клапана ГБЦ
При разборе толкателя вы наткнетесь на обратный клапан ГБЦ, в котором присутствует шарик с пружиной. Осмотрите обратный клапан ГБЦ, если эти элементы повреждены, то здесь поможет только замена толкателя. Обратный клапан ГБЦ вместе с его компонентами можно заменить целиком, но найти эти детали можно далеко не в каждом автомобильном магазине. Они не пользуются спросом, так как он редко выходит из строя.
Когда будете осматривать обратный клапан, проверьте, сухой ли он или нет. Если гидрокомпенсатор работает исправно, то обратный клапан должен быть в масле. Можно залить в него смазку и посмотреть, почему уходит масло.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.